您是否需要一个可靠的合作伙伴,提供真正的制造解决方案,从而帮助您实现产量最大化?
在山高推出的春季新品里,我们所呈现的技术进步和创新不仅代表了制造业的发展趋势,也为切削刀具的开发和性能设定了新的标准。所有这些都是为确保您能在制造领域获得成功并保持竞争优势而定制的。

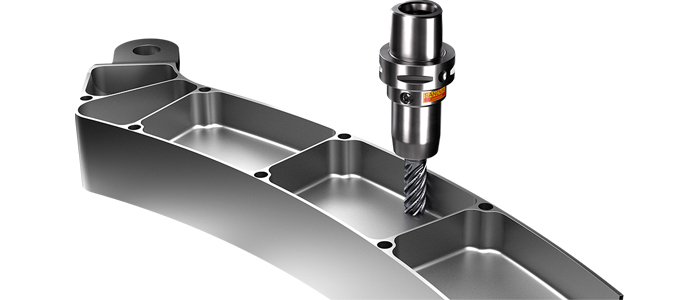
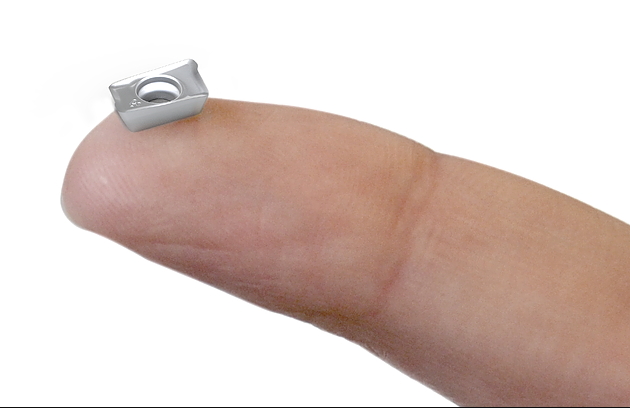
双面快豹 14 面铣刀
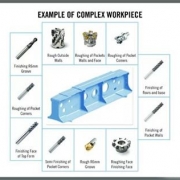
山高全新的双面快豹 (Double QuattromillTM )14 面铣刀采用了八个双面、多刃刀片,可最大限度地提高机器产量并降低单刃成本。专门研发的切削极其轻快的刀片槽型降低了切削力和机床的功率需求,与此同时还确保了工件的稳定性。
Double Quattromill双面快豹 14 面铣刀提供两种不同主偏角形式的选择,可显著增加所有粗加工、半精加工和精加工操作中的切削深度。在对包含不锈钢、钛和其他粘性材料,以及钢、铸铁和超级合金的材料进行面铣时,45 度主偏角面铣刀的切削深度可达 6mm;而 68 度主偏角面铣刀的切削深度最高达 8mm。
系列概览
刀体
- 直径从 ø50 到 315mm,包含标准齿和密齿齿距
- 公制和英制
- 可换刀夹或固定齿座
刀片
- 45 度主偏角最大 ap 6mm
- ME10、M10 和 M16 槽型
- 68 度主偏角最大 ap 8mm
主要优点
- Idun 刀体设计,提高了强度和耐用性
- 双面刀片延长了刀具寿命,并提高了成本效益
- 双主偏角设计实现了多样性并提高了性能

JABRO® JM100 MINI 立铣刀
借助全新的 JABRO® JM100 MINI 立铣刀,从容地对淬硬模具和冲模表面进行微加工,可获得高精度、高质量的表面。精确生产的槽型、几乎零跳动、高级涂层和严格的半径公差使 JM100 Mini 刀具寿命长、可靠性高。各种刀尖圆弧半径,从 0.05 至 0.3mm RE = ±0.005,最小直径实现 ±4μm 的严格公差。
为您带来的益处
- 刀具几乎零跳动,实现高加工精度、稳定性和可靠性
- 小刀具半径和高级涂层增加了产量并降低了单件成本

STEADYLINE® ø25MM (1”) 系列
使用山高 Steadyline® 车杆和镗杆的新螺纹加工刀头和切槽刀头避免在最后的深孔加工阶段报废大型昂贵工件;借助山高的高重复精度 GL 接口和 Jetstream Tooling® 高压冷却技术(用于最新发布的杆径为 ø25mm (1”) 的 Steadyline® 减振杆),可对直径小至 30mm 的孔进行内孔加工。
系列概览
刀柄(2018.2 发布)
- Steadyline® 刀杆 ø25mm (1.00″),长径比 6xD、8xD 和 10xD,带 Seco-Capto™、HSK-T/A 和圆柱柄尾端接口。硬质合金增强刀杆
- Steadyline® 刀杆 ø100mm (4.00″) 10xD;仅限圆柱柄
可更换刀头
- 新产品!螺纹加工刀头:GL25-PNR/L-17025-16AHDJET
- 新产品!切槽刀头:GL25-CGIR/L-19025-1902JET
- GL25 车削刀头 (2018.2)
- GL 粗镗头 (2018.2),ø60mm、ø80mm(2.50″、3.00″)Steadyline® 杆,适用于 ø66mm 到 ø115mm(2.60″ 至 4.53″)的镗削范围
- 20 种不同的 GL25 刀头,包括普通车削、切槽和背镗刀头

山高新型 TTP2050 螺纹材质采用了新的高级涂层
山高新型 TTP2050 螺纹材质采用了新的高级涂层,提供关键螺纹加工操作所需的安全性、可靠性,以及最重要的性能稳定性和可预测性。工艺改进可达 30%,获得更长的刀具寿命。与常用的普通螺纹加工涂层不同,TTP2050 具有 PVD 纳米涂层,其中包含交替的 TiAlN/TiSiN 层,这种涂层非常耐磨,可用于加工工具钢、不锈钢、其他较硬的钢和铸铁。

JETI 带转换功能
切槽和切断
使用山高 JETI(集成 Jetstream)刀具时,无需再使用内冷通道刀具所需的组件和接头,它们会干扰您的切槽、切断和其他车削操作。山高 Jetstream Tooling® 飞流刀具使用刀柄内的内部通道将高压冷却液直接对准切削区域,从而优化加工、切屑控制和过程可靠性。除了内部冷却液,新刀柄还允许您使用山高 Jetstream Tooling® 双飞流功能——上下冷却液通道。
但是,不同于其他刀柄,山高全新的 JETI 刀柄允许制造商可以根据应用需求选择打开或关闭下侧流道。
系列概览
MDT 刀柄
- 刀片尺寸 2、3、4、5、6 和 8mm
- 方柄尺寸 20 x 20mm、25 x 25 mm
X4 刀柄
- 方柄尺寸 20 x 20mm、25 x 25 mm
150.10 刀柄
- 适用于 15 号刀片
- 方柄尺寸 20 x 20mm、25 x 25 mm