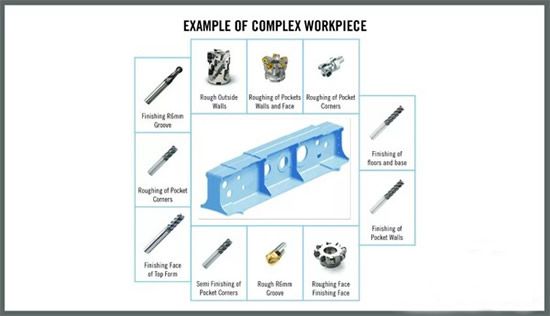
各种各样的复杂的槽是航空发动机机匣的典型特征之一,部分较宽但又有一定深度的槽的金属去除量较多,若使用常规的ISO标准刀具车削较容易干涉;若使用切削刀具加工,加工效率又很低,且容易形成很长的切屑,缠绕在工件上,比较危险,且有质量风险。
机匣槽加工特点:
- 1) 材料难加工;
- 2) 避免干涉;
- 3) 要求加工效率;
- 4) 切屑可控
山高机匣槽加工解决方案

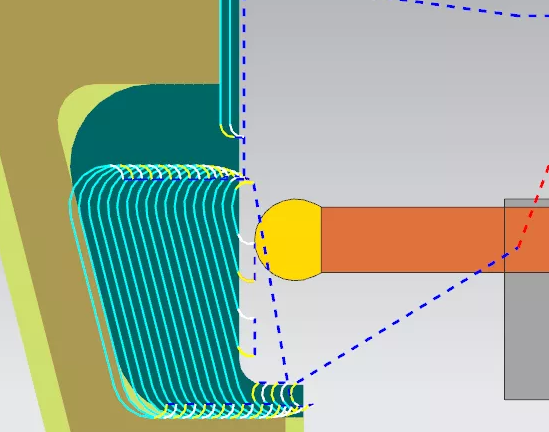
使用MDT多功能车削刀具和Jetstream® 飞流冷却技术,结合最新研发的TGH1050材质,采用动力车削的方法,实现高效稳定加工。
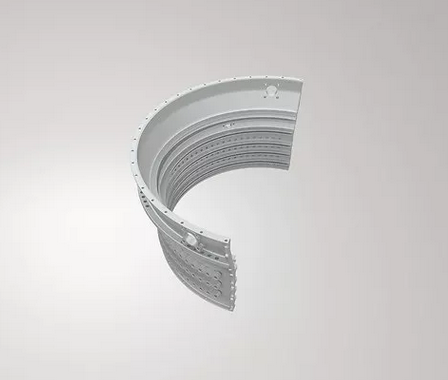
加工实例
- 零件名称:机匣
- 零件材料:高温合金
- 机床:立式车床(油机)
- 冷却方式:机床外冷
- 加工类型:动力车削
- 刀杆:CFMR2525M03(3mm宽)
- 刀片:LCMF1603M0-0300-MP, TGH1050
- 切削参数:vc=70m/min,f=0.48mm/r
原切削方案:使用两把ISO标准车削刀具,容易产生接刀痕,且由于刀尖强度不够,每转进给在0.2mm左右;由于高温合金材料特性,切削速度在35~40m/min左右。
使用新方法后:切削速度和进给速度提高一倍以上。另外,由于切削速度和进给速度的提高,使切屑经过刀片表面的速度变快,在刀片断屑槽的作用下,实现了断屑效果