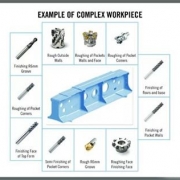
通过采用新型陶瓷材质等级以及密齿刀体,可以缩短加工周期并生产更多的零件。当采用专为镍基高温合金材料(例如那些通常用于航天航空和发电行业的材料)开发的山高新型 CS300 陶瓷刀片和安装 RN/RP 类型刀片的刀体时,您可以获得相比标准硬质合金铣刀显著提升的切削参数。
新型刀体专为运行陶瓷刀片而设计,采用山高小巧紧凑的楔块锁紧,而不是传统的刀片夹紧方式。因此,您可以在相同的刀体直径下安装更多的刀片,并获得更高的进给效率能力。此外,为了确保最佳的排屑和热量控制,每个楔块都配有内冷通道,可将高压空气流精确地输送至切削区。

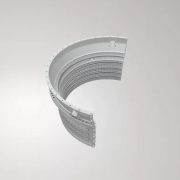
当您将山高新型 CS300 陶瓷铣削刀片与新型刀体搭配使用时,可以获得一流的坚韧性、强度和工艺稳定性,从而可以采用更高的切削参数来铣削难以加工的高温合金材料。事实上,整体陶瓷圆刀片采用定制设计,并带有保护倒角边缘。
系列概览
刀体:
RP..1204 型腔铣
- 32 mm – 50 mm 直径 /apmax=6 mm
- 正角刀片定位
- 斜坡铣能力
RN..1207 面铣
- 50 mm – 125 mm 直径 /apmax=6 mm
RN..1204 面铣
- 32 mm – 50 mm
刀片:
• SiAlon 塞隆材质等级
• 3 种刀片类型
• 每个刀片的刃口数量(RN..1207 和 RN..1204 上最多 8 个,RP..1204 上最多 4 个)
• T-prep 倒角
• 刀片后角(RN – 负角,RP – 正角)
主要特点
- 更高的铣削进给效率缩短了加工周期
- 快速而高效的排屑
- 更高的零件质量和工艺稳定性
- 更长的刀具寿命降低了零件成本
- 每个刀片切削刃拥有更高的生产率

本文由 小侠 发布在 金切侠,转载此文请保持文章完整性,并请附上文章来源(金切侠)及本页链接。
原文链接:https://www.jinqiexia.com/products_news/cuttingtools/%e5%b1%b1%e9%ab%98%e6%96%b0%e5%9e%8b%e9%99%b6%e7%93%b7%e6%9d%90%e8%b4%a8%e7%ad%89%e7%ba%a7%e5%92%8c%e5%88%80%e4%bd%93%ef%bc%8c%e6%98%be%e8%91%97%e6%8f%90%e9%ab%98%e6%82%a8%e7%9a%84%e7%94%9f%e4%ba%a7/
原文链接:https://www.jinqiexia.com/products_news/cuttingtools/%e5%b1%b1%e9%ab%98%e6%96%b0%e5%9e%8b%e9%99%b6%e7%93%b7%e6%9d%90%e8%b4%a8%e7%ad%89%e7%ba%a7%e5%92%8c%e5%88%80%e4%bd%93%ef%bc%8c%e6%98%be%e8%91%97%e6%8f%90%e9%ab%98%e6%82%a8%e7%9a%84%e7%94%9f%e4%ba%a7/