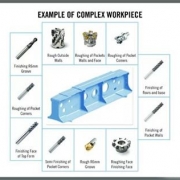
车轮加工中,您是否常常碰到以下问题?
偏心锻造或薄壁铸造;老旧设备/低设备刚性;包含耐磨颗粒/车轮不同部位的变化硬度;切深大 (1,0-12,0 mm) 和高进给(0,5-1,4 mm/r);深且弯曲的轮辐需要刀具的长悬伸和更多刃口接触;低线速度 (70-160 m/min),特别在加工至车轮中心时,能够导致刀片形成梳状微崩,当使用冷却液时,最终导致刀片过早崩裂;切屑控制困难,特别当低切深时;高质量表面的需求,特别是肩部和刹车鼓接触面。

山高坚持不断优化面向铁路车轮加工的重载车削解决方案,最近在 RCMx 刀片系列中引入了新的 -R3 和 -RR93 槽型。这些槽型能有效管理切屑,在苛刻的应用环境下也能实现较长的刀具寿命。
关键特性
- 高效精加工和改进粗加工的断屑槽,具有无与伦比的切削刃强度
- Duratomic 材质可提高生产效率、增强耐磨性和已用切削刃检测
- 专用刃口处理工艺可确保持续的韧性,从而抑制梳状裂纹的形成并提高切削刃安全性
- 采用正角刀片的螺钉压紧方式,主要用于对表面有特殊要求的精加工
主要优点
- 无故障加工提高生产效率和可靠性
- 提高工件质量并降低报废率
- 减少断裂,从而缩短加工停机时间
- 扩大应用领域,可以加工大型环形工件和长轴工件
- 确保不锈钢和耐热合金加工的稳定性
- 山高重载车削解决方案为您提供持续支持
加工案例
工件:铁路用钢,S-Tog;材料&硬度:ER8 (SMG-P5),240-290 BHN-轮辋; 200-240 BHN-CP;
设备功率:SCHIESS立车,C8,老设备,80 Kw;加工方式:轮辋加工(粗车);冷却:干切

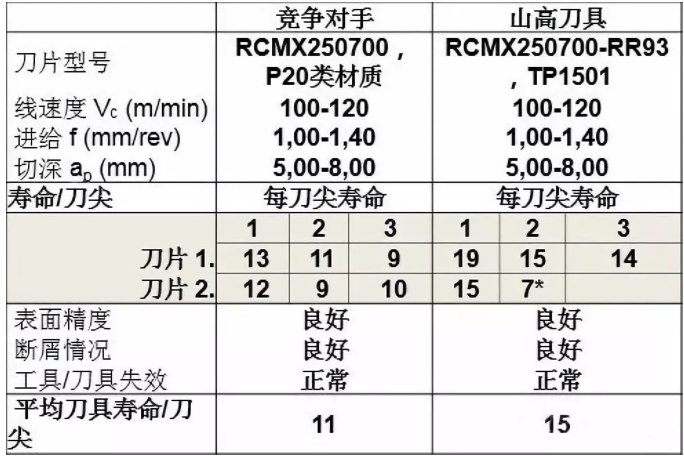
小结
实现了36%更高寿命且降低了早期微崩失效。新槽型融合了新断屑槽和山高行业领先的 Duratomic 材质技术。-RR93 槽型取代了 -RR94 槽型,新设计可延长刀具寿命,提高生产效率和工艺可靠性,并扩大工作区域以有效控制切屑和提高表面质量。新的 RCMx -R3 断屑槽配备位置优化的凹槽,即使在最苛刻的精加工应用中也能有效控制切屑。这些应用涉及各种切削深度,最浅低至 1.5 mm (0.06″),高进给率范围为 0.6 mm/rev 至 1.2 mm/rev,切削速度范围为 90m/min 至 160 m/min。
R3 槽型取代了 -R2 槽型,在对难以处理的不锈钢材料和耐热合金进行中等粗加工时也有非常积极的测试结果。
RCMT20-R3 正向螺钉夹系列槽型能够显著降低加工振动,提供更平滑的零件表面质量。这些刀片可大幅改善铁路车轮特定区域(制动鼓总成的活动区域)的表面质量。