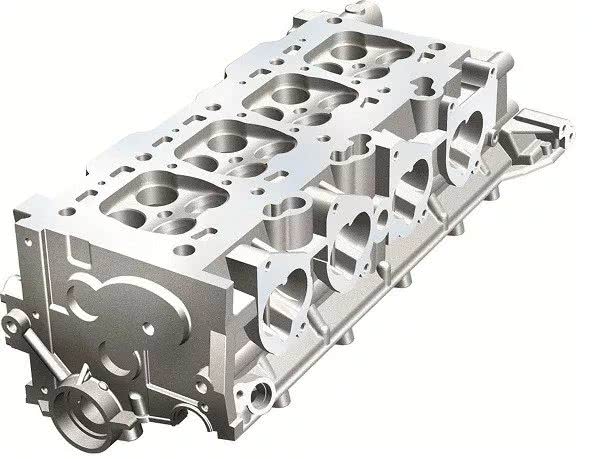
卧式加工中心(HMC)专家恒轮Heller机床表示,它已经为布里斯托尔附近的GKN Aerospace Filton提供了一台重型机器,用于粗加工钛合金飞机部件。
它是在2017年下半年在计划内超前安装的。2018年,该公司开始7X24地从钛锻件毛坯生产五种航空结构件。
六年前,Filton的综合机加工厂房(IMF)也有可能签订合同以完成部件的加工。这项工作尚未实现,但这意味着必须在一开始就安装一个大型的5轴加工中心(来自不同的供应商),以便完成粗加工和精加工操作。
在2017年,客户将要产量增加一倍,与2016年增长量一样。因此需要添置第二个加工中心来满足需求,但由于承包合同仅剩粗加工,因此在零件表面上留出3mm±0.127mm的余量,一台更具成本效益的4轴数控机床被认为足以胜任这项任务。
最初该公司考虑了六家潜在的HMC供应商,最终有一半进入了最后的角逐。项目改进工程师John Hendry和工程组负责人Mike Davis选择了带有高扭矩主轴的Heller H 16000,部分原因在于其坚固的结构和久经考验的技术。此外,尽管机器的尺寸和刚度足够,其安装重量仍小于50吨,使其可以放置在Filton工厂,那里有一个坚固的300mm厚的地板,无需任何特殊的基础。
“恒轮Heler机床是我们满足质量的前提下的最有价值的解决方案,”亨德利表示。“我们也得到了保证,这家德国公司在英国的Redditch有生产基地,他们生产这些4轴机器的较小型号。
“这意味着如果有需要的话,我们可以就近得到强大的工程能力支持。”
IMF内部硬金属运营组负责人马克·爱德华(Mark Edwards)因为恒轮H 16000的到来重新设计了所有五种钛合金飞机零部件加工方式。无需在三个以上的CNC轴上同时铣削,并且与5轴工艺路线相比,他能够在4轴机床上明显节省循环时间。
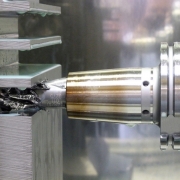
新策略包括采用整体硬质合金铣刀进行更轻快的切削,并减少镶片刀具的数量。这样做的好处是可以帮助60Bar冷却液直达切削点,提高金属去除率,通过减少断续切削引起的颤振并延长刀具寿命来改善表面光洁度。
五种结构件中最大的一个,长2400毫米,宽200毫米,高170毫米,两种方式的加工周期从70小时缩短到52小时,节省了超过四分之一的时间。所有的零件都有类似的减少,其中最小的仍然需要14个小时的加工。
作为所涉及的金属去除量的指标,一个长1.1米长的中型部件由176千克钛锻件加工而成,在加工后重量减少60%,为67千克。
Filton工厂的恒轮H 16000规格是,包括轴行程为2400X 1600X1600mm,高扭矩HSK-100A主轴,其额定值为2,292Nm / 60kW / 6,000rpm。
这款H 16000的一个不同寻常的特点是它是恒轮Heller没有自动托盘交换装置(APC)的可选配置机床的极少数之一。理由是,对于最长的飞机结构件,除非它是倾斜的,否则不能在不干扰防护的情况下在第四轴上旋转。
然而,由于在夹具板上大量使用零点定位系统,更换零部件造成的机床停机损失已经很小了。不配置自动托盘交换系统的另外优点是占地面积更小,门更宽,可以更方便地装卸零件。
戴维斯补充道:“我们已经拥有恒轮(Heller)的设备使用经验,因为他们的HF 3500耳轴式5轴卧加自2016年底开始在我们的增材制造研发部门加工钛零件。