德国朗牌夹具技术实现加工工艺的新思路:
加工中心&五轴虎钳=一次装夹五面加工
五轴虎钳&快换技术=实现机外装夹减少停机时间
加工中心&五轴虎钳&快换技术实现的好处:
- 最大限度地减少零件装夹耗时成本
- 最大限度地降低零件多次装夹产生的误差
- 在三轴加工中心上实现高效的五面加工

- 预咬齿痕:压痕加载器以高达20T的液压加载力作用与工件表面,形成凹咬齿痕,保障Makro.Grip虎钳齿形钳口以咬合方式可靠夹紧工件,并且降低了对虎钳丝杆及驱动力矩的要求。
- 3mm咬合夹持技术:朗牌虎钳采用咬合的方式,在夹持高度仅3mm的状态下通过专利的咬合式夹持技术即使在较低的夹持力下也能保证极高的夹持可靠性,实现五面加工的最佳条件。
- 零点定位快换技术:郎牌快换板厚度仅27mm,是世界上最薄的零点定位系统。它拥有精确的定位精度和极高的性价比,模块化的设计让其使用更加多元化。
- 自动化上下料单元:其实现基础是零点定位快换单元,既可配套使用郎牌虎钳,也和配套使用其他类型夹具或零件,对被加工零件有极大的包容性。可简单快捷的与任何现代机床进行信息交换,实现生产的自动化。
2019年LANG牌科技发布新产品——前路任重,有备而来
Quick·Point 52# 3面&4面立面塔/96#三面锥面塔

在我公司原有卧式加工中心用的多工位工装塔的基础上,增加了新系列的工装塔。随着52系列3面、4面立面塔和96系列3面锥面塔的增加,LANG牌科技现在可以提供多种用于5轴机床的夹持系统。由于这些工装塔采用了Quick·Point零点定位快换系统,用户可以优化装夹时间,并且加工过程中最多可以同时布置8个工位,从而增加机床的有效运行时间。
Makro·Grip 5轴虎钳-2018年新款诞生

2018年,是LANG牌发明的第一代五轴咬合式虎钳从被制造出来的第11个年头。最新款虎钳的夹具和基运动配合关系得到进一步改善,并且在结构上也做了改进。新款虎钳配置的是新设计制造的丝杆及丝杆中心的固定块。该新款五轴咬合式虎钳同时也特别适合于使用关节机器人自动上下料。
Preci·Point零点定位式快换夹头

Preci·Point零点定位式快换夹头的夹持部分为弹簧夹套形式,它适合于夹持直径6-34mm圆柱形工件。该夹具选取标准的ER 50弹簧夹头。其优化的结构外形符合人机工程学特点,可以非常方便的进行操作。该夹具标配四只快换拉钉,可以和朗牌快换板连合使用。
它们来自于同一生产商——
零点定位锁紧系统,夹具和自动化上下料系统
LANG公司是第一个为多个生产过程的优化提供解决方案的工装制造商。他不仅为客户提供创新的工件夹持解决方案, 为了增加产品产量和生产效率,LANG公司还着眼于优化工件加工的上游和下游工艺并付诸实践。
LANG公司基于自身十多年的自动化生产技术,将多年的经验应用到连续工艺优化中。凭借一整套完美协调的、经过验证的夹紧技术、零点定位快换锁紧技术、自动化技术和专利咬合技术,为客户保持竞争力和充分准备迎接未来的挑战保驾护航。
Quick·Point 零点定位快换锁紧系统(夹具快换装置)
模块化快换锁紧系统几乎可以改造任何机床工作台,使其实现快速更换虎钳,夹具或者工件。
不管是应用在立式还是卧式加工的加工中心,也不管是应用在三轴、四轴还是五轴机床,都能灵活的搭建出您需要的工装夹具系统。其灵活性、高定位精度和可靠、耐用的结构使其成为同类产品中最优秀的零点定位夹持系统和产业标杆之一。
Makro·Grip 咬合技术
在其它常规夹持技术达到它们夹持极限的情况下,朗牌Makro·Grip 专利咬合技术可以确保高抗拉强度的材料的工件夹紧时不会发生滑动。
在需要高夹紧力来保证可靠夹持但工件又又易变形的情况下,朗牌 Makro·Grip专利咬合技术对工件进行预咬齿而实现出奇制胜的效果。
预咬齿技术与Makro·Grip五轴虎钳的结合使用是五面体加工的最佳解决方案,市场上没有同类产品与之匹敌。
Makro.Grip® 3mm咬合式夹持/传统型防形夹持
- 从原材料到成品——一个适合你所有具有挑战性的夹紧任务的解决方案。当要求最大限度避免加工干涉时,小巧的Makro·Grip五轴虎钳是五面加工的理想选择。
- 已加工型面或圆形零件——这种模块化包络式夹紧(Avanti、Profilo、Preci.Point)100%兼容多种夹紧方式和夹持系统。

Robo·Trex自动化上下料系统
效率更高,自动化程度更高:
- 创新性的专利技术,双手推车料库系统使得Robo-Trex自动化上下料系统更加灵活,即使在无人值班的晚上和周末仍保证延长加工时间和提高机床利用率。这都得益于手推车料库系统具备极强的机动性,可以实现离线备料,同时不影响机床的连续加工。
- 手推车系统确保最大的空间利用,虎钳的倾斜放置方式同样是具有专利认证和保护的技术。
Clean·Tec铁屑清洁扇
- 使用清洁扇是一种实用、省时的解决方案。用于清理机器工作台、夹具和/或工件上废屑和冷却液。它可以由夹头夹住后存储在刀库里,随时调用。
- 叶片随着主轴的转动而打开并产生极强的风力,从而对工作台、夹具和工件起到清洁作用。

预咬痕技术与咬合式五轴虎钳联合使用在机加工领域独一无二
对工件进行预咬如何正确设定齿痕深度和咬齿压力?
使用朗牌咬合式五轴虎钳,我们推荐使用预咬痕机对 件进行预咬痕机对工件进行预制齿痕。
由于金属材料种类众多,很难准确的设定液压压力。选择液压压力时参考的两个主要参数是被咬齿区域宽度和工件材料。一般来说,我们建议从低的液压压力开始尝试,然后慢慢地增加压力,直到达到工件期望的咬齿深度。
基于材料1.7131(16MnCr5),我们进行了实验测量,并记录了设置冲压压力的粗略建议值。

请注意:因为工件表面质量不一致,咬齿所需嵌入工件的压力可能会偏离这些值。因此,在每批待咬齿系列工件压齿之前,应通过咬齿试验并通过目测检査咬齿轮廓来决定合适的压力。
如何判断压印齿痕正确

用户可通过观察齿痕状况判断液压压力是否合适。根据材料的硬度不同,压制齿痕的合格标准也不一样。软质材料被夹持时与虎钳钳口之间需要有更多的“配合表面”。因此,压齿机的液压压力必须足以让分布在“压印齿痕”之间的“到位标记”齿痕是可见的。对于较硬的材料, 由于硬度较高,虎钳钳口没有必要嵌入得那么深,也就是“压印齿痕”的深度也较浅。
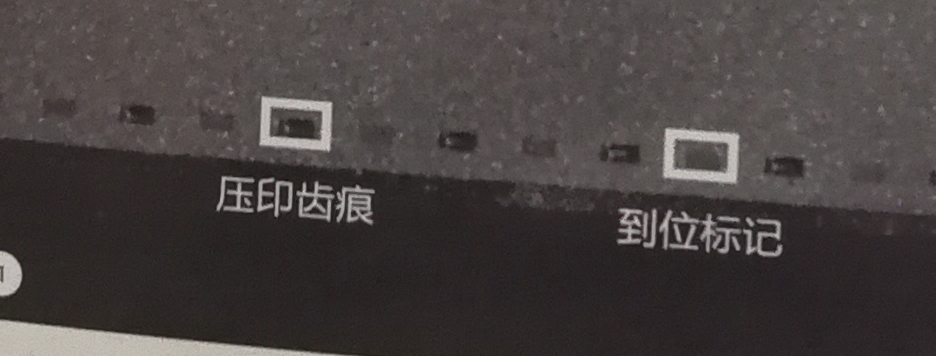
材料硬度<HRC35使用普通咬齿爪:硬度小于35HRC的材料,压齿机对零件进行咬齿后,压印齿痕和到位标记的轮廓清晰可见。到位标记的深度大约是0.1毫米。压印齿痕的深度应该大约是0.25毫米。
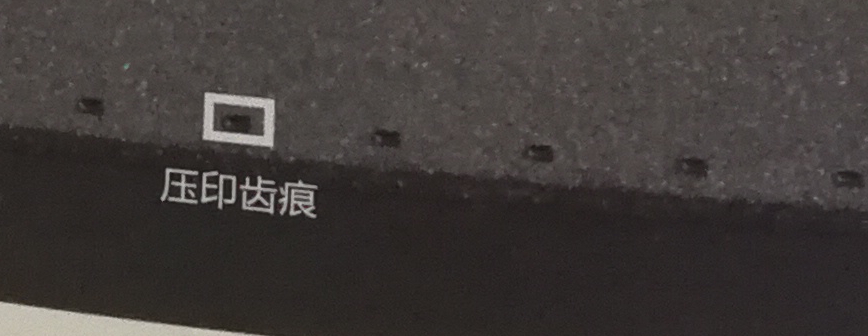
材料硬度>HRC35{吏用高强度咬齿爪:硬度在35HRC-45HRC之间的材料,咬齿后,到位标记不可见。压印齿痕的深度大约是0.15毫米。