四两拨千斤-三毫米咬合技术(一)
为适应快速发展的制造业,尤其是汽车制造和航空航天零部件制造,高效率的加工方式已然成为行业趋势。在现代金属切削加工中,五面加工被视为一种高效率的加工方法。何为五面加工?
五面加工是指工件在一次装夹的情况下,机床可以对其五面进行连续的机械加工而不需要二次装夹。这种加工方式既减少了多次装夹所消耗的无用工时,又降低了二次装夹改变了基准面所导致的系统误差,是一件事半功倍的方案。
五面加工首先要求机床必须具备五个可控的自由度,现代化的加工中心已经完美的实现了这一点;然而,常规的夹持方式占据了相当多的待加工面,所以,即使使用了五轴加工中心,也并非可以毫无问题的实现五面加工。减少夹持面积对成功实现五面加工起到了至关重要的作用。
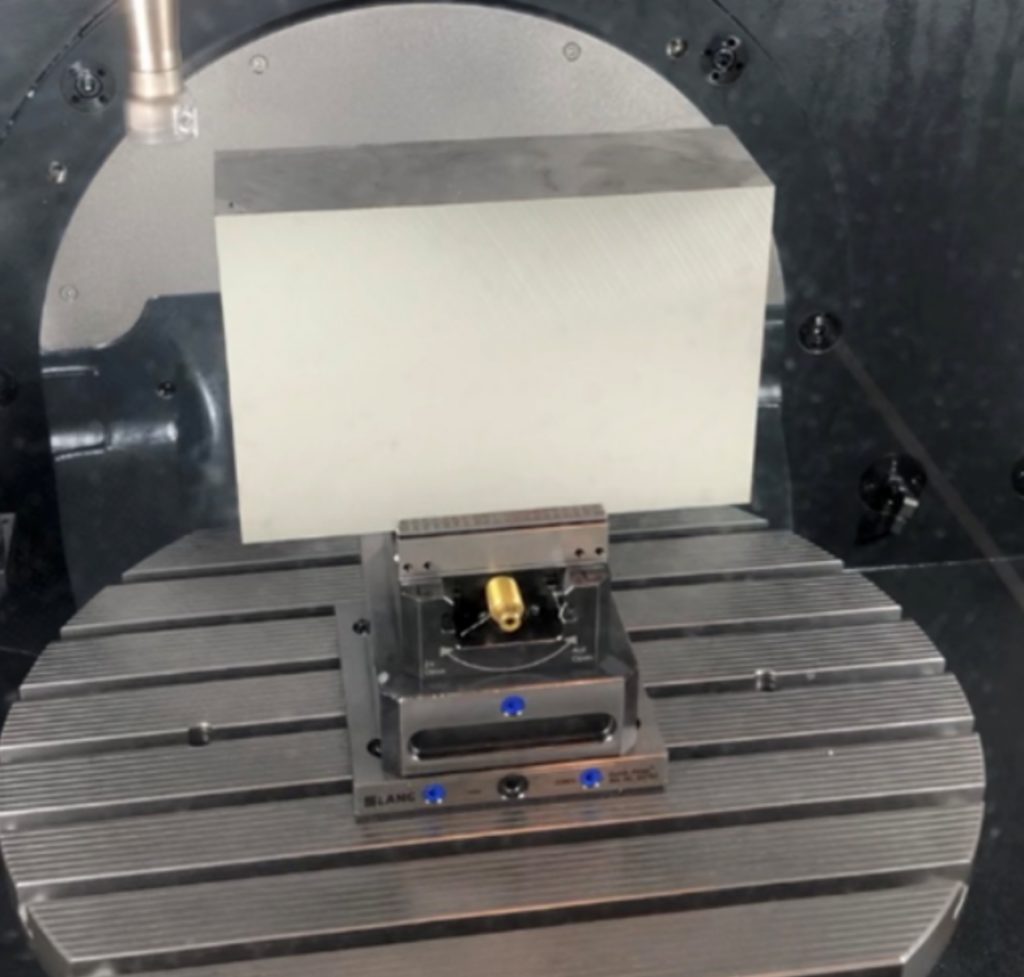
普通的虎钳夹持工件靠工件与夹持面的摩擦力保证,所以需要足够的夹持面才能保证夹持的稳靠性。三毫米咬合技术大大减少了夹持高度,让五轴加工中心真正的大展身手。
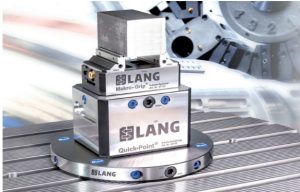
咬合式夹持方式中,虎钳钳口和工件之间有嵌入关系,使得工件在仅被夹持极少的情况下也能抵抗大的切削力,并且工件几乎五面全裸露出来,刀具可以自由的加工整个零件。
四两拨千斤-三毫米咬合技术(二)
咬合式夹持技术可以有效的减少夹持面积,但是如何实现虎钳钳口嵌入工件又成为了新的技术难题。
钳口是否能直接嵌入工件取决于钳口材料和工件材料以及虎钳能够提供的夹紧力。提高虎钳的嵌入能力势必会从钳口材质和强度出发,这样就会增加虎钳的造价;而常规带咬齿的虎钳能夹持零件的材质比较局限。虎钳硬压嵌入工件的咬合方式显然不尽如人意。

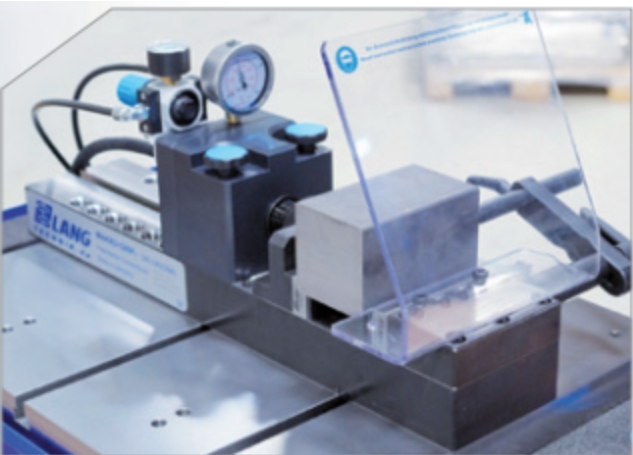
液压咬痕机预制齿痕的方法可以有效的解决上述问题。液压咬痕机与配套的带咬齿虎钳搭配使用,既对虎钳的材质与强度要求不高,又能实现稳靠的3毫米夹紧,是性价比很高的咬合式夹紧方法。
液压咬痕机钳口为特制的硬质合金,并且能施加20T的作用力,远大约虎钳夹紧工件施加的夹紧力。工件在经过咬痕机预制齿痕后,齿痕刚好与配套的虎钳钳口齿一致,夹紧稳靠,重复定位精度高。而且零件的装夹效率和材料使用率都会得到提高 。