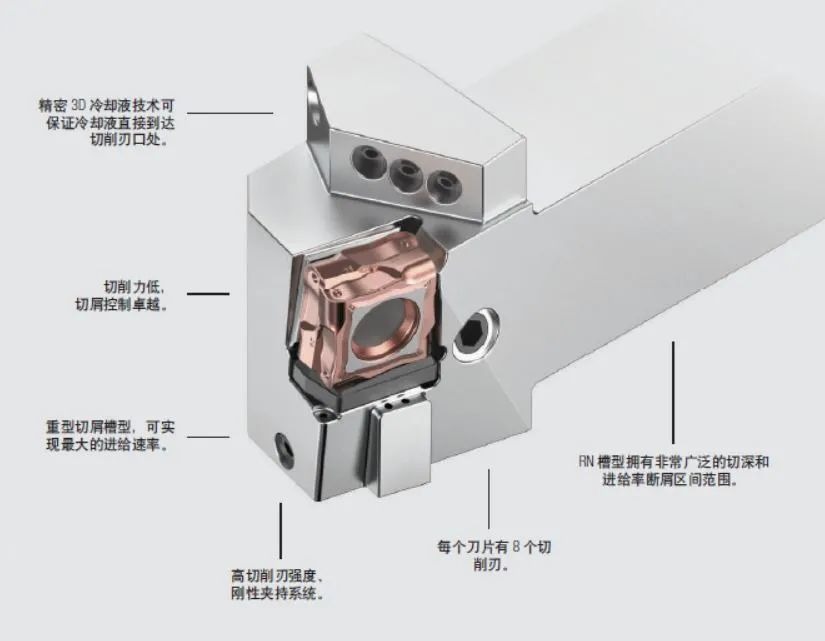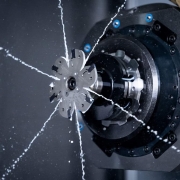
精确冷却:刀具切削刃冷却的新高度
如何将冷却液的冷却性能完全发挥出来。现在只需要看最新的 MaxiLock-S-DC 车削刀杆,两个冷却孔可保证冷却液精确地作用到切削刃上。一个冷却孔在前刀面上方,另一个冷却孔在后刀面下方——精确地应用于切削刃。在这种应用情况下,不仅在前刀面上进行冷却相比,后刀面冷却可将刀具使用寿命提高 60%。
DirectCooling 直冷系统的工作原理?

带 DirectCooling (DC) 直冷的刀柄配有两个冷却孔,可将冷却液直接作用在切削刃上。一个孔从上方作用于前刀面,另一个从下方作用于后刀面。为什么定向冷却如此重要?因为采用定向冷却可以提高刀具使用寿命和加工过程的安全性。
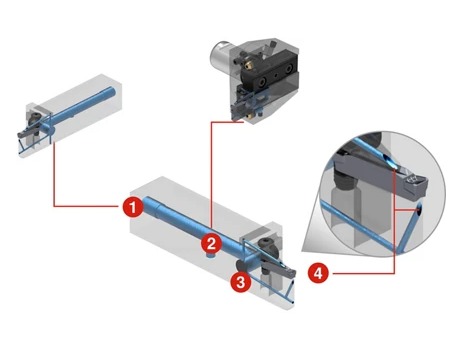
VDI方形刀座 – DC (1) 可以与 MaxiLock – S-DC车削刀杆 (2) 和 MonoClamp – GX-DC切槽刀杆 (3) 组合起来使用
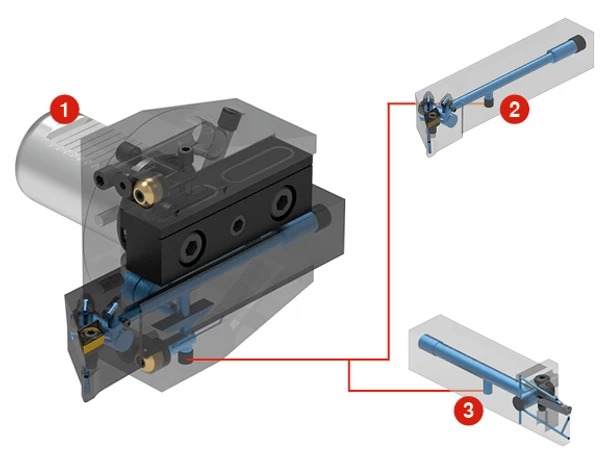
所有DirectCooling刀杆的长度都完美配合。因此…
- 不存在干涉轮廓
- 紧凑的切削单元
- 极佳的稳定性
- 拥有无限的灵活性
通用 VDI 刀座的优势 – DC
- 带 DirectCooling 的 VDI 刀座具有 4 合 1 功能,通用性好
- 得益于双齿形,只需要一个刀柄(一般应用和翻转应用通常需要两种刀座)
- 夹紧导轨面可以安装在刀坐顶部或底部,无需在额外安装刀柄
- 降低了缠屑的风险
- 减少整体刀具的损耗
- DirectCooling 适用于任何带有中心内冷刀塔的车削中心或车铣中心
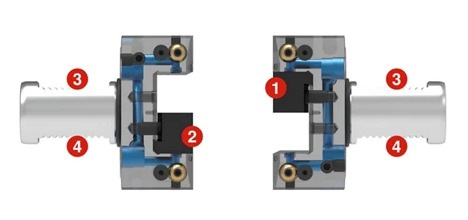
- 顶部夹紧导轨面
- 底部加紧导轨面
- 上齿廓面(一般应用)
- 下齿廓面(翻转应用)
车削刀杆MaxiLock – S-DC的优势
- 传统内冷的刀体替换选择
- 定向冷却:DirectCooling (DC) 系统将冷却液精确地应用到切削刃。
- 可适用于冷却压力的高达10 bar的应用场合
- 可与任何带有中心内冷刀塔的车削中心或车铣中心兼容
- 车削刀杆优化改进刀片座,提高刀片稳定性减少了切削刃的磨损,并提高了工件的表面质量。
- 不存在干涉:DirectCooling 系列的刀柄长度完美匹配,并能提供最佳的稳定性和无限的灵活性。
- MaxiLock-S DC 车刀杆的冷却喷嘴可以更换 – 以实现长时间、准确的冷却。
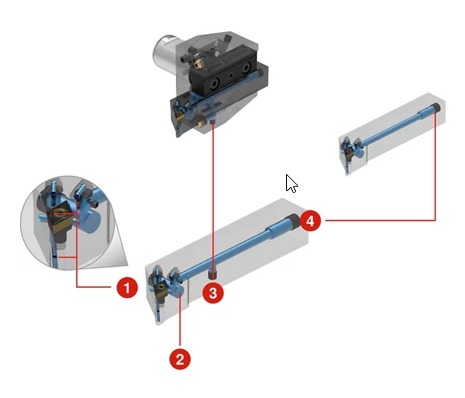
- 三重冷却(前刀面和后刀面)
- G1/8″ 横向冷却接口
- 冷却可以通过刀柄侧面传输
- G1/8″ 后置冷却接口
切槽刀杆MonoClamp – GX-DC的优势
- DirectCooling 应用范围广泛;适用于带中心冷却的刀塔的车削中心或车铣中心
- MonoClamp GX-DC 刀杆是深槽加工的最理想选择,因为高流量冷却液可以保证排屑的流畅。
- 改善缠屑的风险
- DirectCooling 减少整体刀体的磨损
- 优化后的刀座使得夹持稳定性更好
- 不存在干涉:DirectCooling 系列的刀柄长度完美匹配,并能提供最佳的稳定性和无限的灵活性。
- 操作简单 – 刀片夹紧螺钉可以从上方和下方快速加紧和松开,刀片更换简单易操作
- G1/8″ 后置冷却接口
- 冷却可以通过刀柄侧面传输
- G1/8″ 横向冷却接口
- 双冷却(前刀面和后刀面)
测试报告:1.4301纵向车削
- 刀片:CCMT 120408EN-M55 CTPM125
- 材料:1.4301 – X5CrNi18-10
- 参数:vc 200 m/min | f 0.25 mm/U | ap 2 mm

测试结果:使用 DirectCooling 直接冷却系统,与传统冷却情况相比,刀具寿命可提高 63%。
更有意义的是,可转位刀片侧面的下冷却孔对刀具寿命有更大的影响。通过上面两个喷嘴进行冷却,刀具寿命提高了22%,但与标准冷却相比,侧面冷却提高了54%!
CERATIZIT – 富有激情的硬质合金领域开拓者
春保森拉天时精密刀具(上海)有限公司(原名:高迈特达恩特精密刀具(上海)有限公司)成立于2016年,是森拉天时集团 (CERATIZIT Group) 切削刀具业务在中国的唯一销售公司,全面负责集团旗下4大切削刀具品牌:Cutting Solutions by CERATIZIT,KOMET 高迈特,WNT 达恩特以及 KLENK 在中国的销售、推广和运营。
我们拥有行业内最全面的产品系列组合(从原材料到刀具成品)以及涵盖整个产业链的专业知识和丰富经验,这使得我们能针对各类零部件提供完整的加工解决方案。而随着数字化解决方案的逐步推广,我们期待能够为中国客户的智能制造增添更多助力。