BC8100系列 – 高硬度钢车削加工用CBN材料
BC8100系列——BC8110

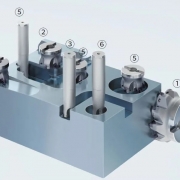
适于高效加工
BC81系列开发出超越其他公司产品的高硬度钢用新型CBN材料,必须先开发出以往没有的新技术。
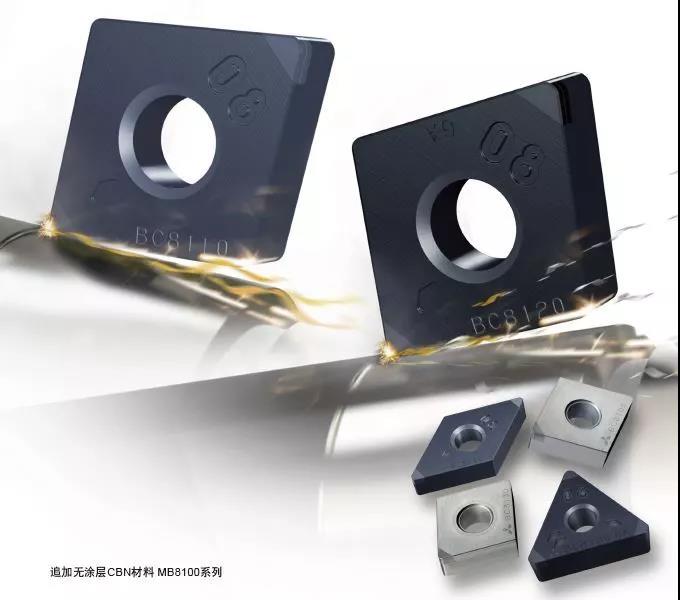
近年来, 汽车及机械产业不断发展, 应对高硬度钢零件加工的CBN(立方氮化硼)刀具的需求越来越旺盛。本公司在发售了高硬度钢通用加工用涂层CBN材料BC8020,之后,我们采用新技术开发出了高硬度钢加工用CBN涂层材料BC81系列。
BC8110是作为高硬度钢连续加工用涂层CBN材料而开发的。开发过程中最重要的,就是明确“客户究竟需要什么”。我们不盲目追求技术优先,整个团队秉着站在用户立场上开发产品的共同理念,团结一心向着同一个目标迈进。
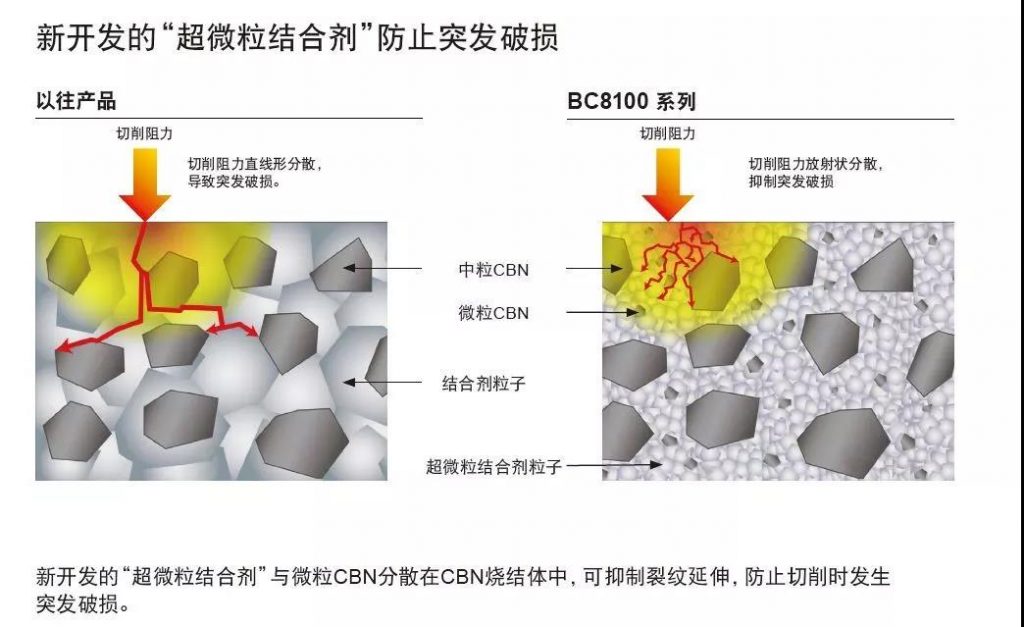
在开发开始前,我们首先与其他公司产品进行了对比,彻底明确了“应该改善什么”。最后我们发现,必须改善的是耐磨损性和耐崩刃性。因此,我们提出了“开发出具有优异耐崩刃性的CBN母材和具有顶尖耐磨损性的涂层”的开发理念。首先,为了开发出“具有优异耐崩刃性的CBN母材”,我们重点着眼于CBN母材韧性的改善。但是,如果使用和其他公司相同材质的CBN烧结体,按普通方法制造,结果也只能获得同样的性能。为了获得比其他公司更出色的韧性,我们开发出了“超微粒结合剂”技术。这项技术使得BC8110的结合剂非常精细,远超本公司以往产品和其他公司产品,成功改善了陶瓷结合剂的韧性。最终实现了非常优异的耐崩刃性。

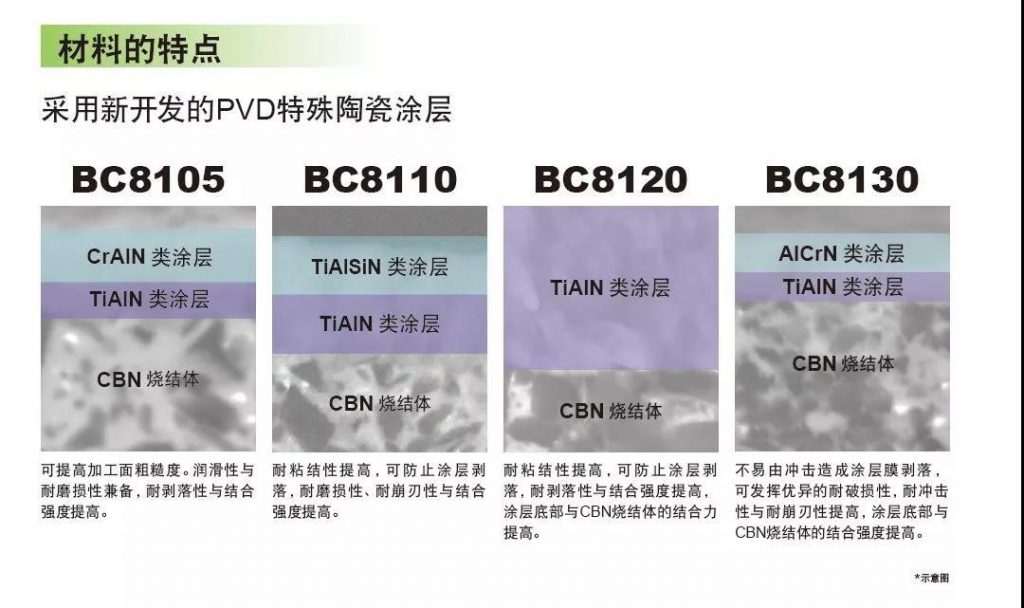
母材开发外的又一大难题是开发出“具有顶尖耐磨损性的涂层”。一般情况下,CBN刀具比硬质合金刀具更难附着涂层。因此,如何才能兼顾附着强度和耐磨损性呢。我们决定尝试将本公司的MIRACLE涂层技术应用于CBN刀具。说这是一项挑战也决不为过。硬质合金刀具和CBN刀具的涂层附着方法完全不同,为了找到合适的条件,我们在不断试验和失败中艰难地反复着。另外,制造部门也引进了新设备,在涂层之后增加了新的工序。增加工序有种种弊端,但是为了获得理想的性能,必须对制造工序进行重新检讨。
反复进行了多次试制,终于成功开发出适用“超微粒结合剂”的BC8120专用的CBN母材。抑制涂层剥离也是当时的一大课题,开发从讨论涂层膜构成开始。为了进一步提高附着强度,我们应用了抑制残留应力的新技术。实现了比
以往更高的附着强度。在产品测试阶段,我们得到了客户的支持,进行了多次实地测试。在这个过程中,我们从新的观点向客户进行了提案。客户也对我们的产品给予了比其他公司更高的评价,最终也成功地延长了刀具寿命。
BC8100系列——BC8105

适于精加工
- 重视加工面粗糙度的加工!
- 加工面粗糙度提高。
- 适合加工面粗糙度Ra 0.6μm, Rz 2.4μm 以下的精加工。
- *重视耐磨损性时,推荐使用BC8110。
BC8100系列——BC8120

适于通用加工
- 连续切削加工 ─ 中断续切削加工
- 耐磨损性、耐破损性兼备,可对应广泛的加工领域。
BC8100系列——BC8130

适于强断续切削
- 断续切削加工
- 耐破损性最优,适合不稳定的切削形态和强断续切削。

.jpg)