如今的航空航天领域,在降低燃料消耗方面有了很大的改善,热效率和推进效率技术的提高以及减轻重量的轻量化技术发展均是显著的。随着轻量化及大动力化的推进,所使用的金属材料是在高温下仍具有优异的耐腐蚀性及高强度性能的耐热合金,这些材料极难切削。 特别是耐热性特别优异的镍基合金被称为超耐热合金,被用于喷气发动机部位的高温零件。另外在轻量化方面,钛合金则多被用于温度较低的部位和机体,被称为耐热轻合金。
这些拥有优异耐热性能的材料本身的热传导率很低,在切削加工中产生的热量难以通过废屑或材料自身散出。这就导致切削热全部积攒在刀具的刃尖,促进切削刃的损耗和粘屑,极大降低刀具寿命,因此被称为难加工材料。那么在加工这些耐热合金时,如何降低切削热的影响便成为重中之重。黛杰通过优化刀具形状设计,结合刚性以及加工方法的改善,将高效率加工变为可能。
本文中,向大家介绍可有效抑制加工热量产生的影响,实现难加工材料的高效率粗加工的最新快进给刀具SKS-GⅡ的新干线系列产品。
SKS-GⅡ新干线系列09型的特点
01 刀体的特点
SKS-GⅡ采用4方形正前角刀片,单面可用四个刃口,是一款能够稳定进行快进给加工的机夹式铣刀。之前拥有轴向最大切深1.5mm,刀片尺寸10mm的10型刀片和轴向最大切深2.5mm,刀片尺寸14mm的14型刀片这两个系列,皆能实现惊人的切屑排出量。
为了可以更高效率地加工难加工材料,黛杰新开发了刀片尺寸9mm的09型刀片!09型刀片采用了大轴向前角,有效降低了难加工材料加工时的切削阻力。为了提高刀体刚性和抑制加工振动,采用了以保证排屑性能为前提的小排屑槽形状并增加了刀片数量。

快进给刀尖形状方面,09型采用了10°的主偏角,最大轴向切深可达0.9mm的设计。在难以提高切屑厚度的难加工材料加工中,将切屑厚度控制在每刃进给的1/5,通过小切深大进给来实现高效率化加工目的。
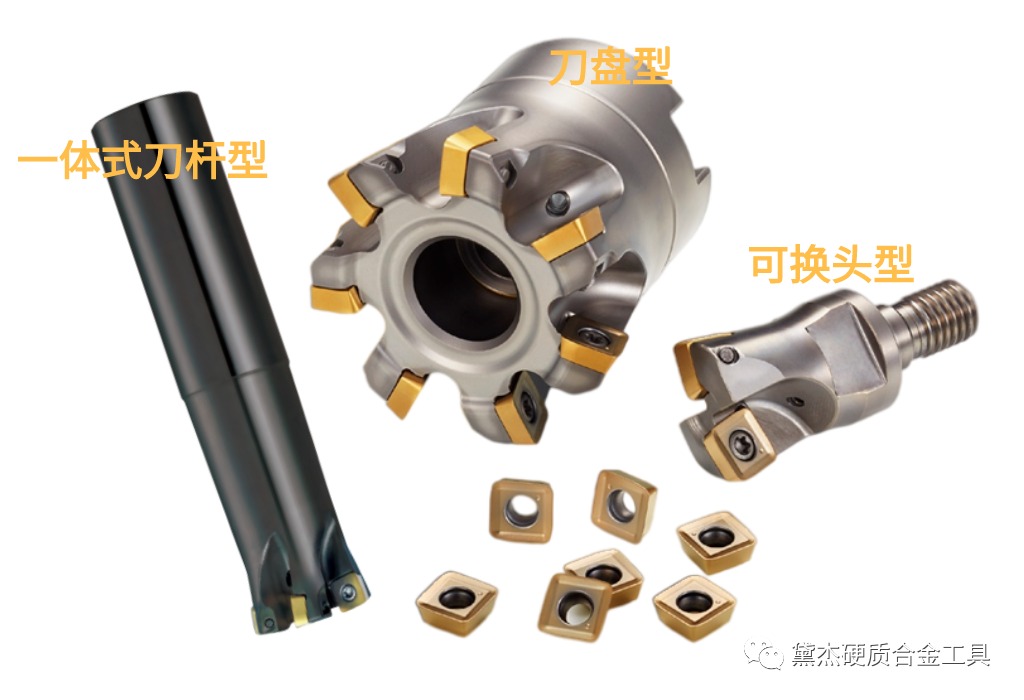
刀体有可与黛杰【顽固到底】整体硬质合金刀杆MSN结合,有效抑制振动的Φ25~Φ42可换头型,以及Φ40~Φ80刀盘型,更有小悬长低成本的Φ25~Φ35一体式刀杆型。
02 刀片的特点
刀片有带断屑槽和无断屑槽两种类型。为了让用户使用到可抑制早期磨损的高品质刃口,这2种类型的刀片均采用了全周研磨级刀片。
带断屑槽刀片同时拥有优秀的锋利度和刃口强度,刃口形状非常适合不锈钢及耐热合金的加工。而无断屑槽刀片则更重视通过全周研磨提高刃口锐利度,便于在钛合金加工中有效的抑制切削热量。
刀片的材质方面,采用在耐热龟裂性、耐腐蚀性以及耐崩性方面进行了强化,表现出优秀的耐热冲击性的PVD涂层材质JC7550,以及在耐磨性和耐崩性高度平衡的合金母材上结合有着极佳耐粘屑性能的PVD涂层材质JC7518。在耐热合金加工中实现长寿命加工要求。
03 刀片的切削性能
下面是使用SKS-GⅡ/Φ50刀盘在钛合金Ti-6Al-4V(32HRC)上进行了切削阻力3分力的切削试验。
- 使用刀体:SKG-7050R-09-22
- 刀片:SDEW090312ZER(JC7518)
- 加工设备:立式加工中心 (BT50)
- 刀具悬长:135mm(L/Dc=2.7)
- 切削速度:Vc=60m/min
- 每刃进给量:fz=0.6mm/t
- 轴向切深ap=0.8mm
- 步距ae=20mm
- 顺铣/湿式冷却
- 本次只使用一片刀片进行测试
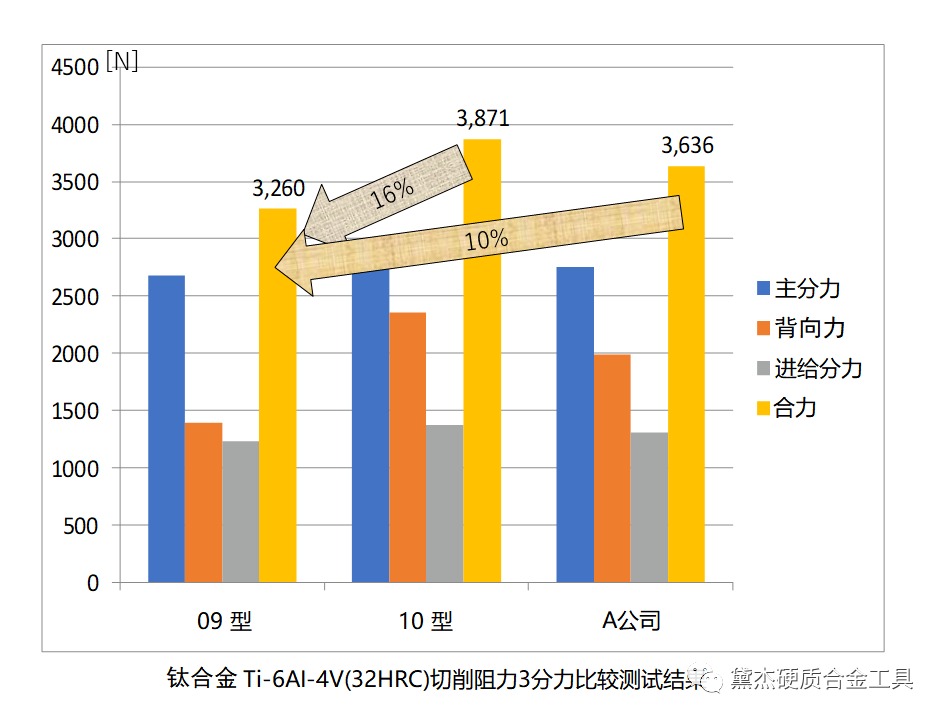
可以看到,SKS-GⅡ09型在降低切削阻力的性能上,和本公司10型刀片相比较降低了16%,和A公司的同等级产品相比较合力降低了10%。
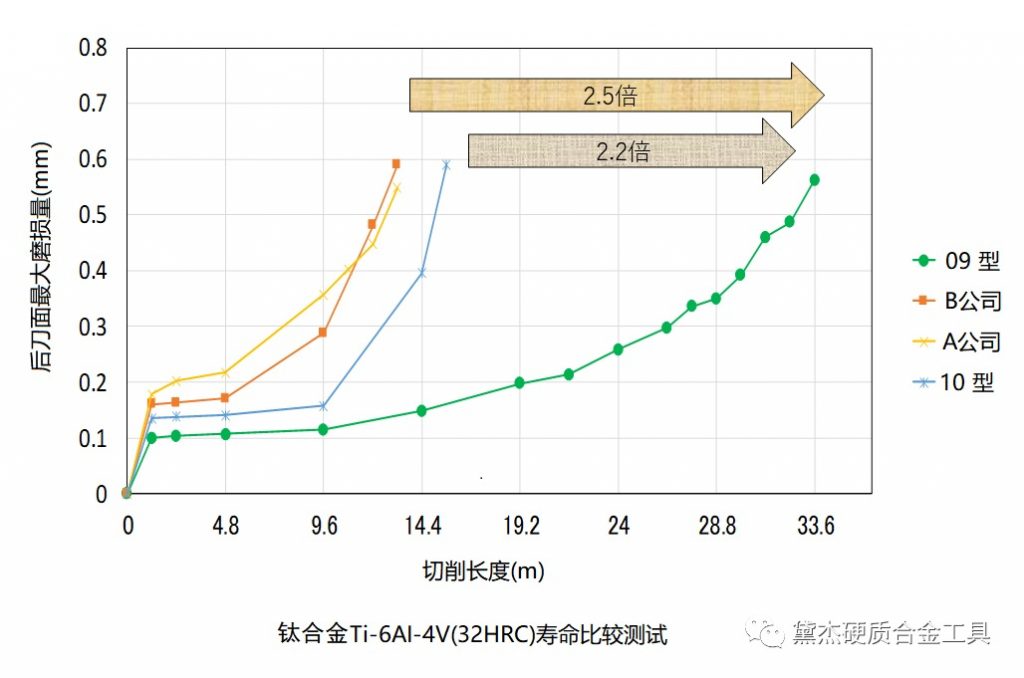
下面是使用相同的刀具、在相同的被加工材料、设备,加工参数下进行的寿命比较。从后刀面磨损量的测量结果来看, SKS-GⅡ09型加工了33.6m,其寿命是本公司10型刀片(15.6m)的2倍,是A公司和B公司(13.2m)的2.5倍。成绩非常优秀。
04 加工事例
下面介绍2个难加工材料的加工案例。
一、飞机零部件
被加工材料为耐热合金Inconel625的加工案例。
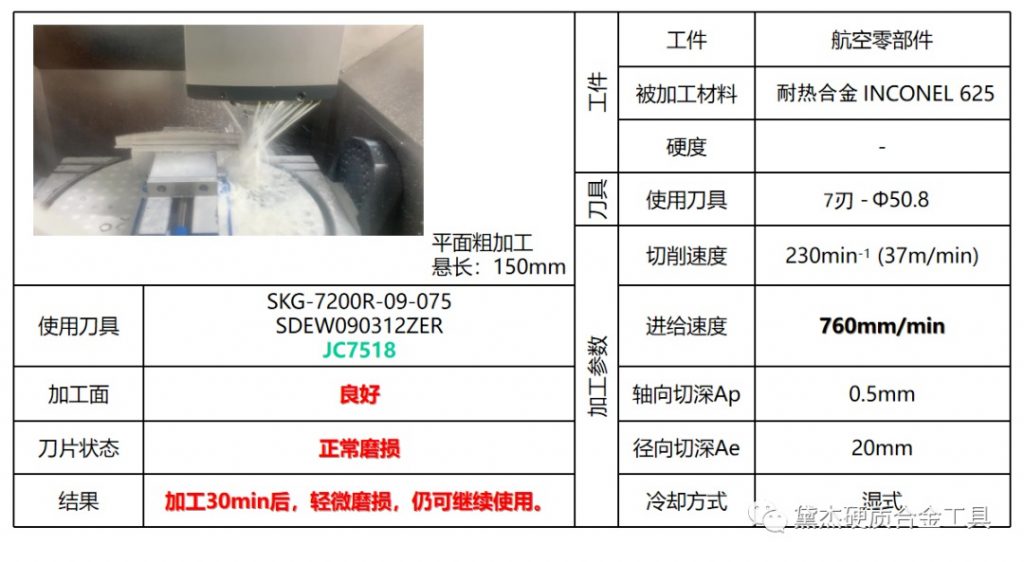
原本一个工件的粗加工就需要消耗数支立铣刀;使用了SKS-GⅡ09型后,在加工完1个工件(30分)后还可以继续使用,通过长寿命实现了成本的缩减。
二、石油开采机械用零部件
被加工材料为非磁性铬锰系不锈钢的加工案例。
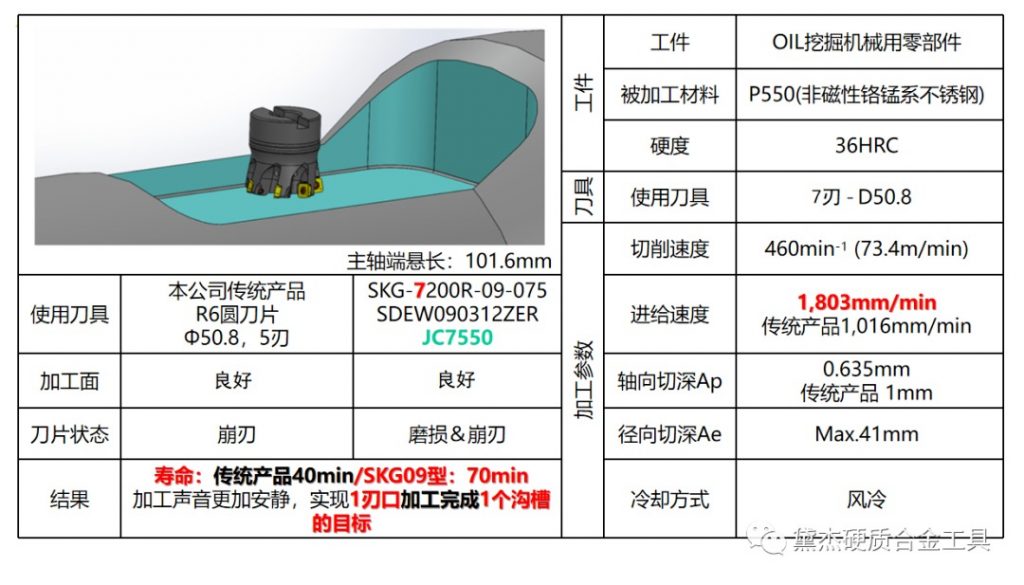
使用本公司传统产品时,一个型腔需要用两个刃口;使用 SKS-GⅡ09型后,加工效率提升12%,加工寿命为1.75倍以上,不需要更换刃口也可以完成一个型腔的加工。
总结
以上是本公司为针对难加工材料的高效率加工而开发的最新快进给刀具SKS-GⅡ的新干线系列09型的特点及性能的介绍。
本文旨在通过合理的参数使用文中的刀具,实现进一步提高难加工材料的加工效率和刀具高寿命,从而降低用户的制造成本。
今后,黛杰仍将继续推出新的产品和加工技术方案,不断提高加工效率,为整个制造业添砖加瓦,贡献力量。