每个人都想减少加工时间,但仅仅加快加工速度并不能解决问题。如果想通过降低刀具寿命和表面光洁度为代价来换取高速加工,从长远来看,所省的的铣削时间仍然会使您付出代价。但如果你能以更高的速度去除金属,同时又能延长刀具的使用寿命呢?可以采用高进给铣削。
高进给铣削(HFM)是一种将浅切削深度(DOC)与高进给速度、大步距和适当的主轴转速相结合的加工方法,用以实现最大金属去除量。它特别适合于粗加工大型工件和深腔加工,与传统铣削相比加工周期可以缩短一半。此外,该工艺在从工具钢到航空航天合金等困难材料中尤其适用。

刀具制造商泰珂洛(Tungaloy)生产各种大进给铣刀,并在这一领域积累了丰富的经验。下面是泰珂洛大进给铣刀的工作原理。
一种完全不同的铣削策略
有三个关键要素决定了高进给铣削如此高效:
- HFM是基于“切屑变薄”效应的,其中保持更薄的、恒定的切屑负载能够实
现更高的进给速率,但实质上减小了切削力。高进料和薄切屑的组合导致
切屑吸收大部分热量而不是工具或工件。 - 大进给铣削是利用刀片的底刃,而不是侧刃。由于刀具的主偏角很小,因此切削力几乎平行于主轴,施加于刀具上的侧向力很小。
- 刀片锋利的切削刃产生了更好的剪切作用,进一步减小了切削力,同时改善了表面光洁度。
泰珂洛(Tungaloy)美国公司的业务开发经理Brian Sawicki说:虽然高速铣削在一台更强大的加工中心上应用会更好,但是这种铣削策略的优点在于,只要你的数控机床能够提供稳定的进给率、高速铣削的精度稳定、当然需要CAM软件可以生成切屑厚度恒定的刀路,它就可以在各种机器上使用。

虽然HFM可以用于生产很多种类的工件,但它最适合在大型工件的长悬伸部位使用。因此,这一工艺一开始应用于加工模芯和型腔也就不足为奇了,它们都是需要长悬伸刀具和深腔加工的工件。
在传统的加工中,随着刀具变得更长、更不稳定,会严重影响加工效率。即使在较低的进给速度下,刀具上的侧向力也会引起颤振,并可能会使机床主轴产生较大的磨损。
在高进给加工中,因为切削力直接作用在刀具上,所以几乎不影响进给速度。高进给刀具也可用于坡走铣和螺旋铣,用途极为广泛,使得咋粗加工中不用频繁更换不同种类的刀具。在仿型铣中,HFM通常只需要一次加工就可以得到接近零件最终形状的毛坯,消除了半精加工,简化了最终的精加工过程。
为高进给解决方案选择合适的工具
Tungaloy擅长为高进给加工制造的各种各样的刀具。该系列的旗舰产品名为DoFeed,它的设计初衷是为了实现通用性。它可用于斜坡,孔扩大和层铣。该产品线的刀具直径范围从为16mm英寸至152mm,每齿进给率可达到1.5mm。
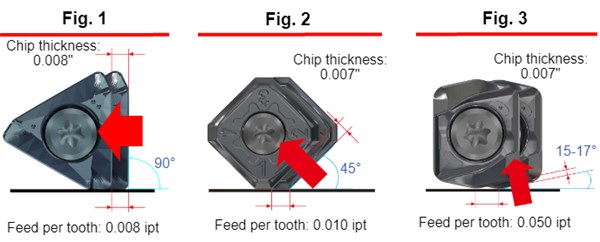
切屑减薄取决于铣刀的主偏角。具有90°主偏角的铣刀没有切屑变薄的好处,因为每齿进给量0.008英寸只能产生0.008英寸的切屑厚度(图1)。对于具有45°主偏角的刀具,每齿0.01英寸的进给量会产生0.007英寸的切屑厚度(图2),这样可以增加进给量,从而缩短加工时间。图3显示了DoFeed的芯片减薄效果,其中每齿0.05英寸的进给量产生的切屑厚度仅为0.007英寸。这使得进料速率显着提高。即使采用了小切深,加工时间通常可以比传统铣削减少50%或更多。
刀具上的主偏角也决定了切削力的方向。90°刀具(图1)产生的切削力垂直于主轴。使用45°主偏角的刀具(图2),切削力以45°角作用在主轴上。使用DoFeed时,切削力几乎与主轴平行,这意味着主轴上的压力较小。
除了DoFeed产品外,泰珂洛还有另外10种HFM刀具型号,它们的应用范围非常广泛。其他高进料铣削产品包括:
- TungForce-Feed – Small-diameter, high-feed milling cutter with a stable insert design
- TungRec 07 – Small-diameter endmill (high density)
- Hybrid TACMill (EXH) – High-feed endmill
- MillFeed EXP/TXP Series – High-feed milling cutters with single-sided trigon shaped inserts
- DoTwistBall – Accommodates both high-feed and round inserts for complex machining
- MillQuadFeed – For high depth of cut machining
- DoFeedQuad – Featuring an economical 8-cornered insert
- TungMeister – With a solid carbide exchangeable head
- TungMill TAW – 45 degree milling cutter (with HJ chipbreaker)
- DoOcto – Ideal for steel and cast-iron face milling (Insert OWMT0807ZNER-HJ)
正确的刀具用在正确的加工策略
高进给铣削是一种通用性较强的生产工艺,但泰珂洛的Sawicki强调:“它并不是万能的。”他说:“高进给铣削主要是粗加工,而不是精加工。”他补充说:“这是为了在刚性较好的工况下快速有效地去除大量的材料。”但由于切削力主要在主轴方向,它不是一个解决薄壁零件或具有精细特征的零件。
不过,它非常适合制作模具。也非常适合航空零件的难加工材料,如硬化不锈钢、钛、铬镍铁合金等和高镍合金。电站设备是另一种很好的应用,例如由钢或耐热合金制成的叶轮,刀具在较低的切削深度提供较高的金属去除率。减少加工时间可能是所有这些应用最主要好处,但是对于这些困难的材料,更长的刀具寿命也非常重要。