

随着镍基合金制成的部件在航空航天工业中越来越普遍,对优化切削工具的需求不断增长。Sandvik Coromant在本文中阐述了陶瓷刀具在这些应用中的优势。
山特维克可乐满切削刀具和刀具系统专家推出两个系列的陶瓷立铣刀,旨在提升镍基合金铣削性能。与传统的硬质合金铣削刀具相比,最新推出的钎焊陶瓷CoroMill® 316和陶瓷CoroMill Plura立铣刀在ISO S材料粗加工方面更为高效。

对于方肩铣和面铣等常见操作,镍基材料的加工仍然具有挑战性。这些材料虽然具有优异的性能,但由于它们导热系数低、易粘接刀具以及合金结构中存在磨料颗粒,其加工性能较差。
由于这些问题,硬质合金刀具的生产率往往较低。此外,部件复杂性意味着某些部件需要扩展范围,而工艺灵活性是许多航空航天制造商所期望的另一个因素。为了满足这些要求,出现了新的陶瓷端铣刀技术,为优化航空发动机零件的加工提供了潜力,并提供了显著的竞争优势。
从事航空发动机零部件生产的企业面临着许多挑战。这些部件大多由HRSAs/镍基合金制造,这对希望制造线轴、涡轮盘、燃烧套管和叶片等部件的生产工程师提出了特定的要求。
高达30倍的速度
尽管许多制造商使用传统的硬质合金立铣刀,但这些工具在镍基合金的性能方面有其局限性。在一个高度竞争的全球舞台上,航空机械制造企业正在寻找能够在生产率和/或工具寿命等因素上实现跨越性变化的新技术。
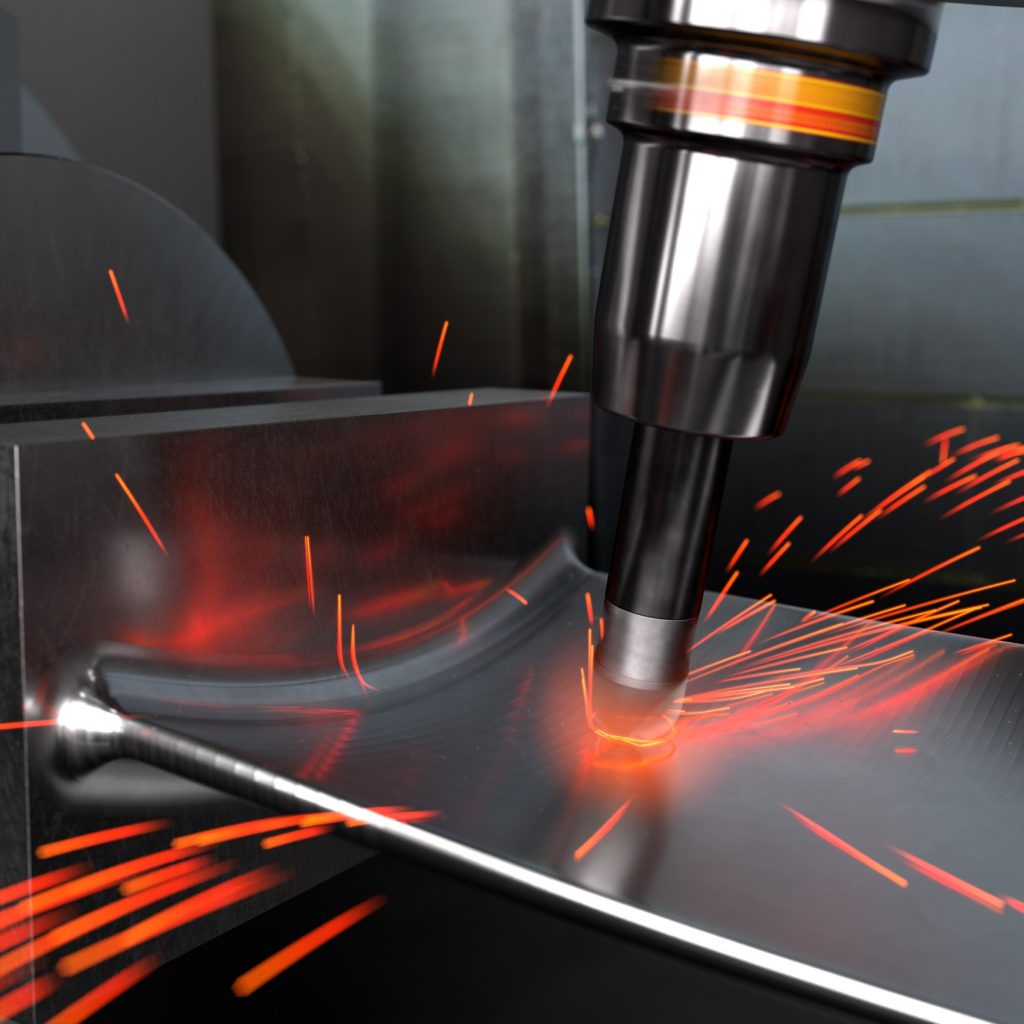
与用于肩部和端面铣削等操作的整体硬质合金刀具相比,陶瓷立铣刀可提供极大的飞跃,加工速度可提高20-30倍。之所以能取得如此显著的进步,很大程度上是因为陶瓷刀具在加工镍基合金时产生的高温下仍能保持硬度。
陶瓷刀具能够在耐热超级合金 (HSAS) 铣削的高温下保持硬度。因此,陶瓷刀具的切削速度比整体硬质合金刀具要高出20至30倍,可为生产效率带来相当大的提升空间。建议采用稳固的装夹,且不使用冷却剂,因为冷却剂会在高温下燃烧。
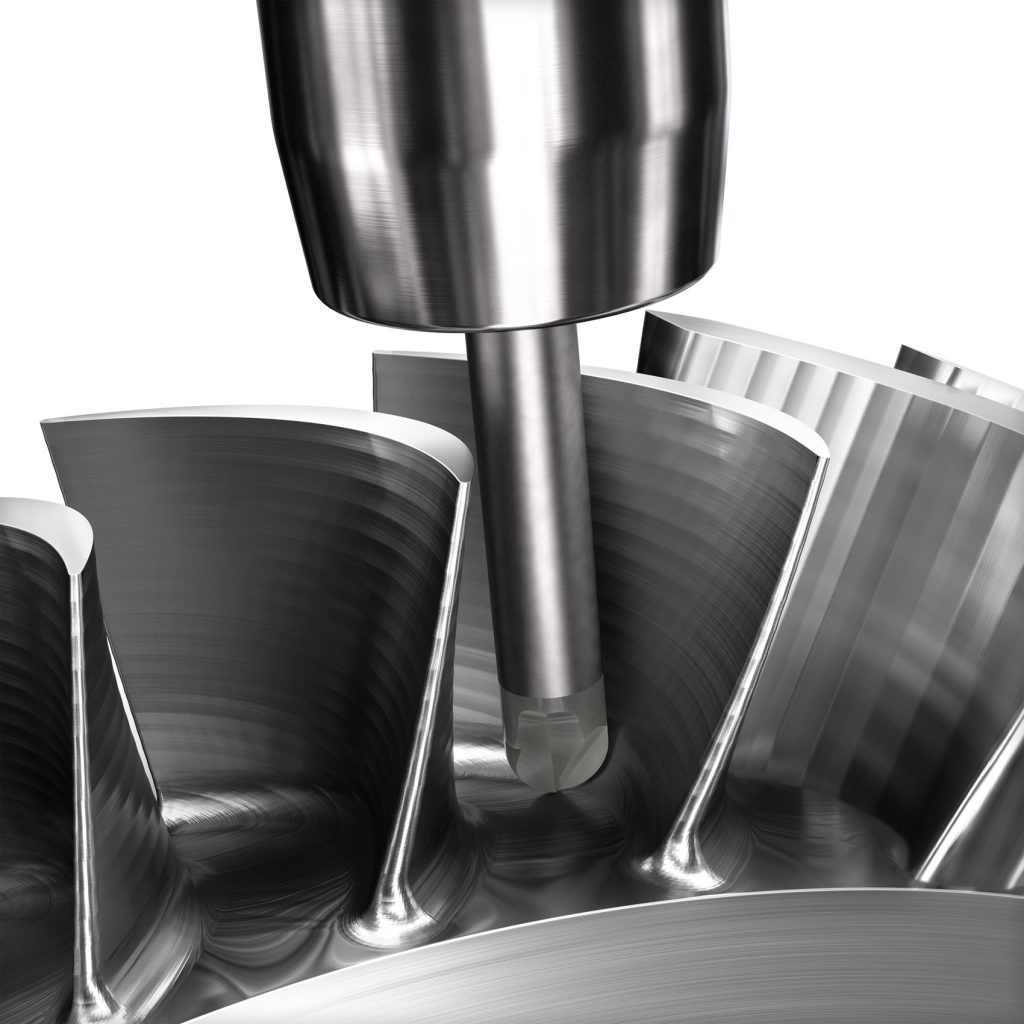
山特维克可乐满在该领域的最新报价是用于粗加工的钎焊陶瓷CoroMill 316可换头铣刀。一种是六刃、带圆角的立铣刀,可以满足高效侧铣的要求,另外一种是四刃,受益于特殊的刀具刃口,可以用于快进给铣削。
与传统硬质合金刀具相比,最新陶瓷立铣刀的陶瓷基板允许不同的切削工艺。重要的是,创新的CC6060 SiAlON材质牌号是专为镍合金的优良加工而设计的,并由提供了一个强硬的切削刃的负前角槽型支持。后者还具有用于稳定操作的T形平台。
SiAlON具有氧化铝和氮化硅(Al 2 O 3 + Si 3 N 4)的化学成分,即使在高温下也能提高高耐磨性。
稳定的加工
虽然钎焊陶瓷CoroMill 316最适合难以进行的可达性应用,或利用可更换头的灵活性,但山特维克可乐满还可以提供陶瓷CoroMill Plura立铣刀,用于额外稳定性对加工成功至关重要的任务。
山特维克可乐满整体立铣刀全球产品经理Tiziana Pro解释道:“最新推出的CoroMill 316和CoroMill Plura立铣刀的陶瓷基板允许使用与传统的整体硬质合金刀具不同的切削工艺。我们独有的CC6060材质专为镍合金的优质加工研制而成,且采用负前角槽型,切削刃坚固耐用。”
确切地说,六容屑槽槽型可提供高效的侧铣加工,而四容屑槽槽型可增强CoroMill 316和ColoMillPlura两种槽型的面铣性能。选择哪种槽型,要视机床条件和应用而定。加工难以触及的应用或希望可互换式切削头系统更加灵活,可选择CoroMill 316;对稳定性要求较高的工程师则可选择CoroMill Plura。
除方肩铣和面铣外,新型立铣刀还可用于型腔铣削、螺旋插补、坡走铣和槽铣。CoroMill Plura和CoroMill 316均是山特维克可乐满公司内部整体圆柄刀具系列产品优化解决方案的一部分。
新推出的产品系列还包括用于加工整体叶盘的CoroMill® 316陶瓷球头式立铣刀。该仿形铣削解决方案适用于半精加工。






