发电行业在全球范围内均有着至关重要的地位,工业及日常生活活动都需要其供应电力来维持运行。很明显,这是最典型的基础设施之一。作为该行业信赖的合作伙伴,特固克为该行业专门设施提供改善生产工艺和精密度的专业解决方案,为改善全世界范围发电领域发挥作用。
发电行业——电力解决方案
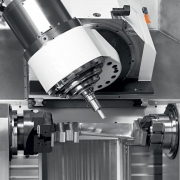
用于核电或热电的汽轮机、水力发电的水轮发电机等这类设备的制造业,拥有核心部件的制造技术,采用各自独具特色的部件形状及材质,随之带来的是制造业对于各种特殊加工方案的需求。
在和客户充分交流沟通的基础上,大量加工现场测试的经验,特固克拥有保证发电设备部件的精密度要求,提高生产性能的工艺技术。无论何时何地,客户有需求,特固克的技术工程师会提供从标准品到专用型工具多种应用方案的完整配刀技术方案。

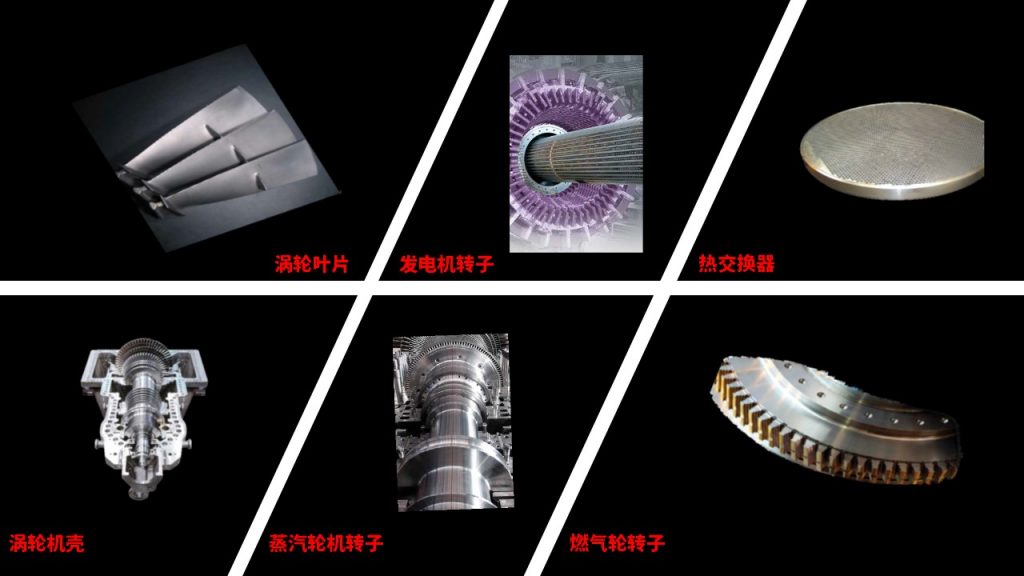
发电行业的主要部件
发电行业的主要部件有:
- 涡轮叶片
- 涡轮机壳
- 燃气轮机转子
- 蒸汽轮机转子
- 发电机转子
- 热交换器
一、涡轮叶片
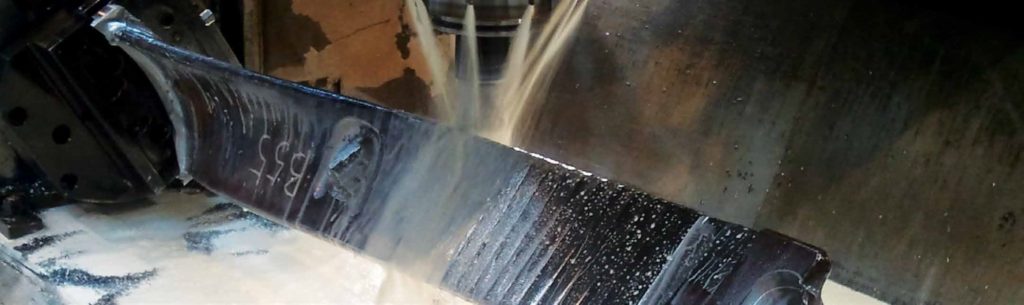
安装在涡轮转子上的螺旋叶片,把水蒸气的热能转换为旋转机械能。叶片 必须抗腐蚀及高强度,才能在高温高压下持久耐用。
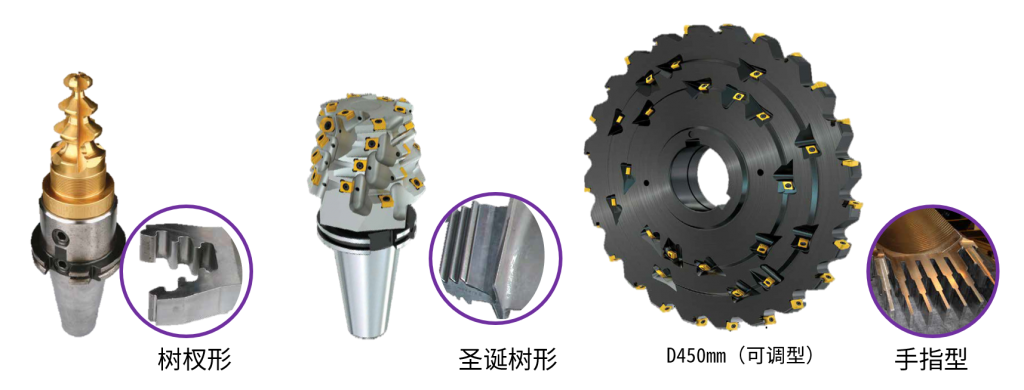
部件材料常使用特殊的合金钢如锻造不锈钢。为了改善性能,叶片做成空气动力学形状。叶片制造要求5轴加工及定制刀具“圣诞树铣刀”的形状来加工转子安装的手指形状。
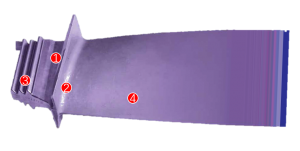
1 平台(Plartform)
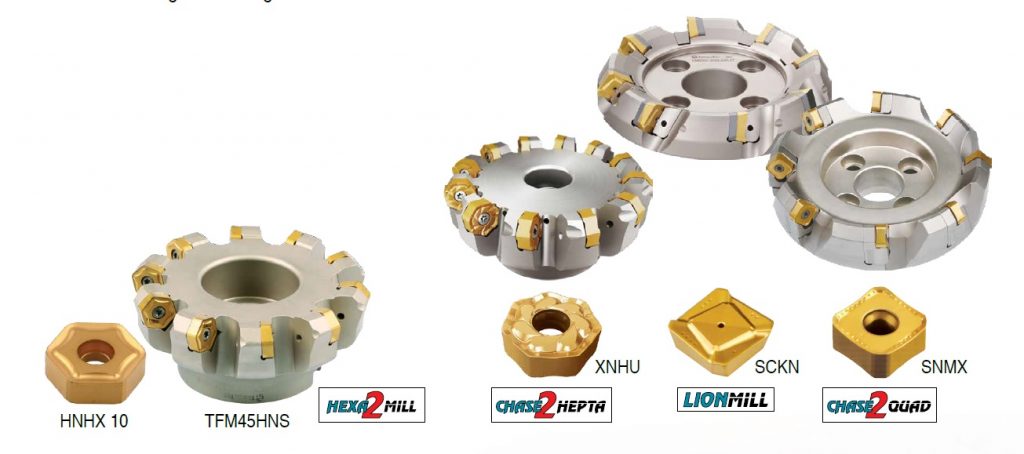
铣削:可转位式立铣刀可用于方肩铣、槽铣、轮廓铣和斜坡铣。
MILL·RUSH

3PKT刀片为三角形刀片,比常规A型长方刀片多一个切削刃 ,经济型较好。
CHASEMILL

CHASE2FEED

端面铣
- 淬硬刚专用的切削形状和牌号涂层
- AlTiN涂层
APEXMILL

2 翼面-叶片平台过渡部位(Aerofoil – Platform Transition)
立铣
- 螺旋锥度球头铣刀作仿形及锥度铣削
- AlTiN涂层

3 根部(Root)
特殊铣削:根据加工性能和工件的形状来设计最佳特制刀具。

4 翼型面(Aerofoil)

特固克提供仿形粗铣刀的可转位刀具,和用于端面立铣的球头精铣刀作仿形铣。
二、涡轮壳体(Turbine Casing)
涡轮壳体是一个带喷管挡栅板的压力容器。它里面覆盖着涡轮转子。高压汽轮机壳体(汽缸)必须用有耐高压、高温及防裂、防渗漏的材料制造。这就要求确保每个壳体都要经过一系列复杂的测试和检验,包括压力测试。
壳体的主要材料为碳铸件(400℃以下),碳钼铸钢和镍钼铸钢(400-500℃),镍铬碳钼钢(500-540℃)及稳定的不锈钢(540-570℃)。基于这么多种材料,在粗加工,准确的选择刀具及刀片材质是必要的。
铣削——高效铣削方案
粗铣
精铣

插补铣(Circular Milling)
钻削——组合钻提高1倍的生产效率


顺畅的排屑和 稳定的加工能保证不同形式大径孔的加工。
镗削及铣削——涡轮壳体的非标镗削及铣削方案
非标刀盘:当加工大直径孔时,高精度及小公差是必须的。对于这种加工工艺,特固克有专用的镗刀能提供高精度,小公差。
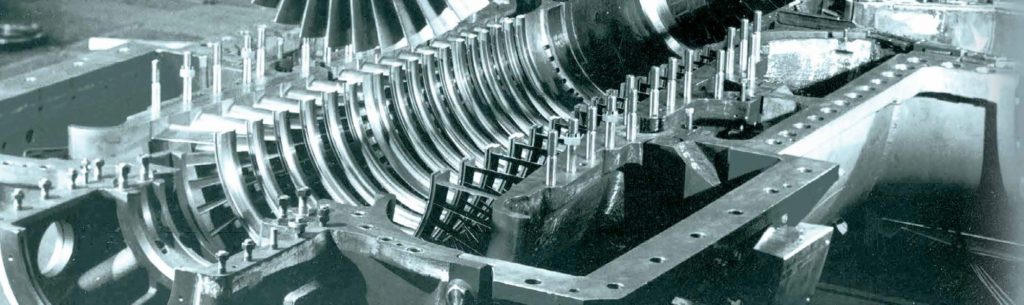
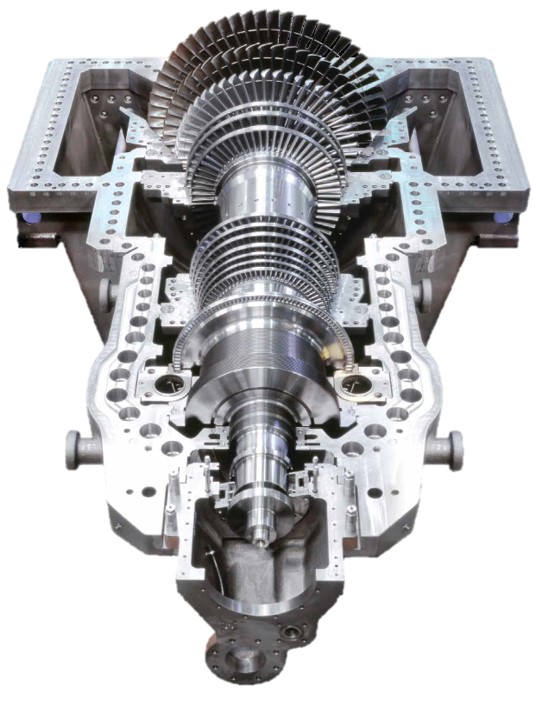
三、涡轮转子
涡轮转子是发电机的转子部件,它把动能转换为机械能。另外,转子作为一个巨大的高速部件必须有足够的强度,要持久耐用。最后,为了防止震动,它在装配时必须做动平衡处理。因此,转子材料用25CrMoVNb锻造合金。它是一种高抗拉强度、高热稳定性及非常好的热疲劳强度的材料。特别是汽轮机转子的结构比较复杂,圆环、转距管多达20种与主轴的连接部件。

非标成形刀
- 圣诞树铣刀(Fir tree cutters)
优化设计的刀具加工圣诞树形状,这种刀具能提高效率、增加产量。

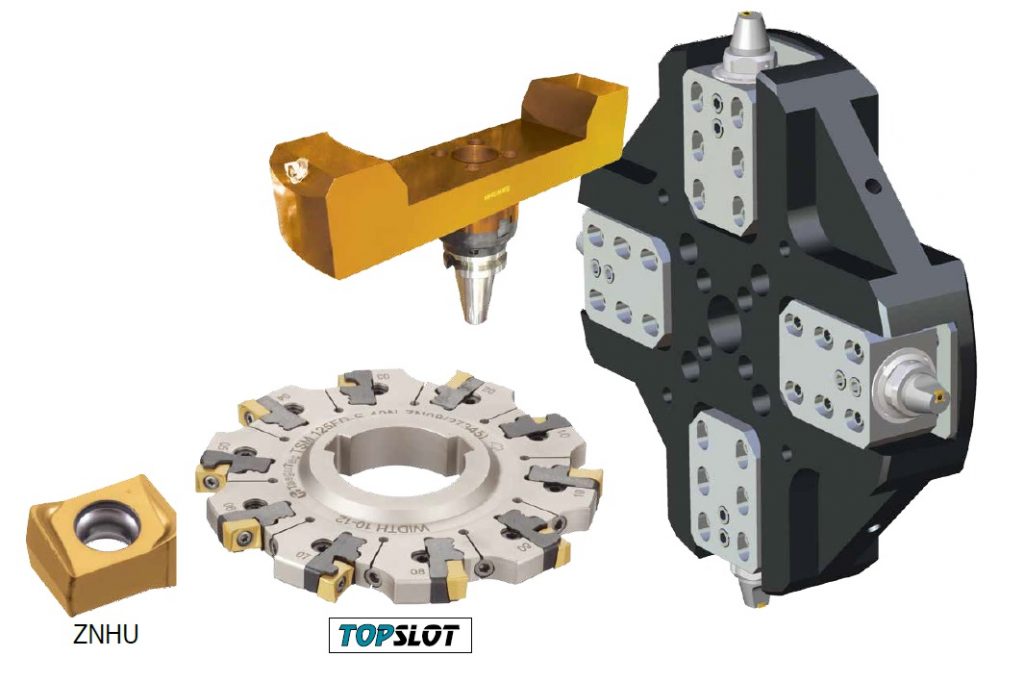
2. 定制刀盘
各种成形的非标刀具和粗加工立铣刀的加工方式。

车削——重切

重工业最佳车削解决方案
车削——TOPDUTY
最新槽型及专用涂层的ISO刀片能够有效的降低切削力,延长刀具寿命,获得稳定的切削状态。

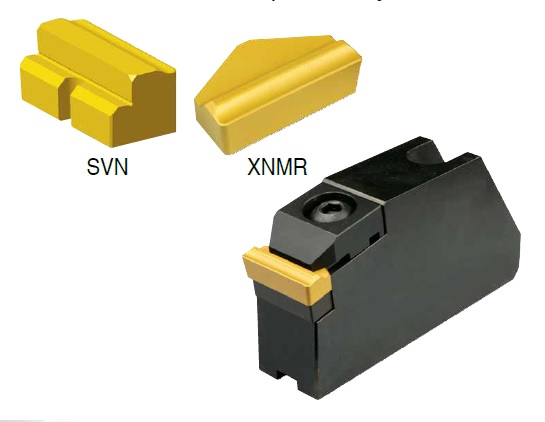
40mm宽的重载切槽
凭借锋利的刃口和低的切削力,特固克40mm的切槽刀片能极大的提高生产效率。
四、发电机转子
涡轮发电机由定子、保护架及外罩组成。转子轴由一个耦合法兰的圆柱制造。为了把励磁线圈装入铸造圆柱体,需要轴向开槽。由于转子旋转速度很高,它需要一定的抗拉强度、机械强度及耐高温保护。因此,高刚性锻造的工具被广泛的用在转子轴上。
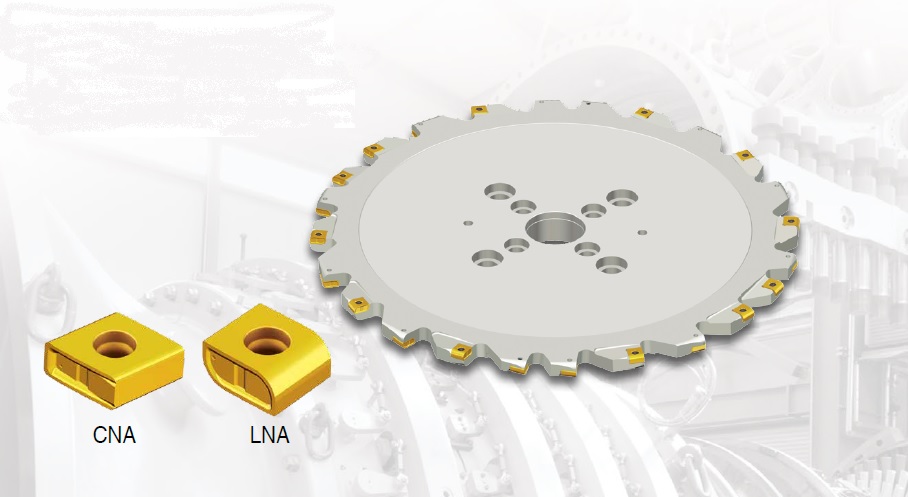
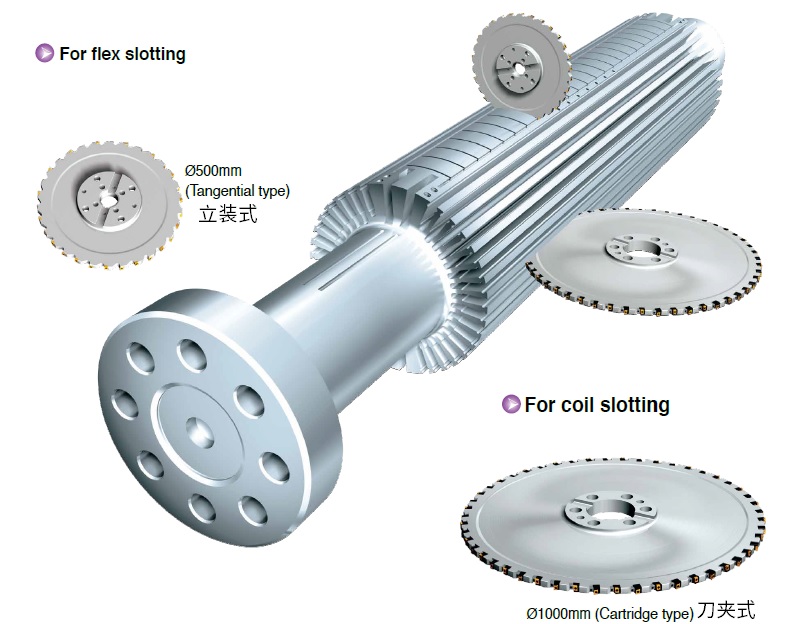
开槽:非标刀盘加工发电机转子
- For flex slotting:非标直径的刀盘(直径500mm及以上),用于深窄槽切削。
- 线圈槽(Coil slotting):非标切槽刀,用于转子线圈开槽。
五、热交换器
热交换器是一种把来自于涡轮高温蒸汽冷却的装置。管板与管子的密封大小决定了热交换器的寿命。安装管子处的精密加工是至关重要的。热交换器需要耐腐蚀性的材料 作为高压管,如焊滚钢、不锈钢、铬钼钛合金钢、钛合金钢及锻钢。当加工管板时,刀具必须能在不同的材料上保证精确度(当量产时)。特固克配备了各种孔的加工刀具来满足高质量、高产量的多种要求。
深孔钻削——热交换器管板用BTA钻头
BTA和BTS型
管板孔连结在两个交换器壳上,允许众多的管子紧密的固定在一块大钢板。特固克的BTA刀具提供精密孔加工管板上的理想方案。

BTA型为单通道,钻头直径12.6mm——65mm,不同材料有多种材质可选。
BTS型为单通道,钻头直径12.6mm——20mm,单刃形式获得更好的表面质量。
隔板高效加工的钻削方案
孔加工:保证高效生产,特固克的T钻是加工夹持中间交换器隔板孔的理想方案。