

伊斯卡技术经理AndreiPetrilin
前言
刀柄被设计用来可靠地装夹切削刀具,并将机床主轴的扭矩传送至切削刀具。很长时间以来,我们未曾听说刀柄有着任何显著的变化,这并非预示着我们在技术创新上落后了。实际上,如果沿袭以往的刀具夹持原理和对应用更广的互换性及统一性的需求,以及机床接口的规范化设计,那么刀柄设计已经形成了定义明确的标准,并且规定了详细的刀柄参数。但这并不意味着新的技术创新和发展已终结。
时代的发展中对加工提出了新的要求,不仅转变为对机床的新要求,而且还转变为对切削刀具及刀柄–这两种工艺链中能够识别机床能力的重要元素的新要求。刀柄做为工艺链中最为“守旧”的一环,鉴于上述原因,相关技术创新非常少,因此,我们需要用与时俱进的精神来迎合金属切削的现代化发展趋势。
显然工业4.0的理念对刀柄带来重大的冲击,未来的智能制造需要刀柄在物联网(IoT)中能进行数据的交换,这将引导刀具商增加越来越多的电子单元来创造出新的信息交换能力。时至今日,内嵌芯片已经能够提供刀柄与机床,工业机器人,存储设备等进行各种数据交换的能力。
刀柄系统在机械设计上的变革
新增数据功能无疑是刀柄发展中非常重要的方向,但这并不意味着取消提升机械设计的常规路径。与智能刀柄所关注的数据相比,常规机械设计看上去有些乏味。然而值得注意的是,与刀柄相关的传统组件的研发作为对机械系统的促进,远未走到死胡同。伊斯卡在最近的刀柄设计上的明显改善体现在下面的产品领域:
1.热缩夹头
高速加工(HSM)方式将对刀具动平衡的需求带到全新的高度。在高速加工中,刀柄的动态特征是其不可分割的一部分,因此对刀具与刀柄的装配必须给予特别的关注。所以,最小化装配后的不平衡是刀具研发人员需面对的一个挑战。在生产制造前的设计阶段,他们已经尽力保证结构所需的平衡参数,这种工程设计带来的平衡并不能取代真实组装后的“物理”平衡,但却降低了将来生产过程中因质量带来的不平衡,使得“物理”平衡更易于达成。在HSM刀柄的设计阶段,轴对称设计的热缩夹头优化性地满足了动平衡刀柄的需求。
2.冷却液供应
冷却射流流经刀柄内部直达切削区域,这种冷却方式显著提高了加工性能。这种更先进的带内冷却射流供应选项的刀柄,特别适合高压冷却(HPC)的加工方式。
3.模块式快换刀柄
模块化设计原理极大地简化了寻找合适的装配结构刀具的过程,减少了备用刀柄的库存,也降低了对特殊定制刀具的需求。
4.长悬伸应用
在一些应用场合,刀具装配后悬伸比较长,稳定性差,因此提高装配后的抗振强度也是刀柄的一大典型发展趋势。
5.多棱锥接口
ISO-标准化多棱锥刀柄已经被证明是一种高效的连接方式,并在多任务机床及车削加工中心中变得更普及。
以上仅为刀柄研发人员的一小部分引人注目的研发方向。其它则聚焦于诸如高扭矩传输,防止刀具因轴向切削分力大而被拔出,提高精度,更符合人体工程学的解决方案等等。因此,认为刀柄的的机械结构设计看上去停滞不前的结论是不正确的。
伊斯卡全新高效夹持刀柄
通过例举,我们探讨一下伊斯卡过去数年发布的最新刀柄。
1. 最近,伊斯卡通过增加规格为C8的多棱锥刀柄对热缩夹头进行了拓展。该热缩夹头提供夹持直径范围为6mm-32mm(.25-1.25″)。新推出的刀柄沿夹持孔周围布置有内冷却通道,能为所夹紧刀具的切削刃提供高效冷却。(图1)

2. 采用液压刀柄能确保高夹持扭矩和高夹持精度,这对精加工非常重要。在过去的数年,伊斯卡拓展了其液压夹头的产品范围。目前提供BT-MAS柄,DIN 69871柄 及HSK柄的液压刀柄。除了高扭矩传输性及高夹持精度,液压刀柄还有出色的减振性能和快速更换刀具的特点。
3. 随着 ISO多棱锥刀柄越来越普及,伊斯卡开发了应用于内外车削及螺纹加工的新模块化刀具系列。这种模块化概念系列能实现不同刀具的装配组合,通过锯齿连接面将应用范围广泛的夹持可转位刀片的切削刀头安装于多棱锥刀柄上。(图2)
3. 伊斯卡最新ER橡胶密封弹簧夹套,其狭小的收缩范围确保不仅进一步提高了夹持力,还能保持高的径向跳动精度0.005 mm (.0002″),并带有4个冷却喷口。(图3)

伊斯卡前端带有模块化接口的接杆式夹套能直接安装于ER弹簧夹头刀柄上,保持了模块化接杆的高精度高刚性。接杆前端不同的模块化接口可以装夹可转位刀片式刀头或硬质合金刀头。(图4)

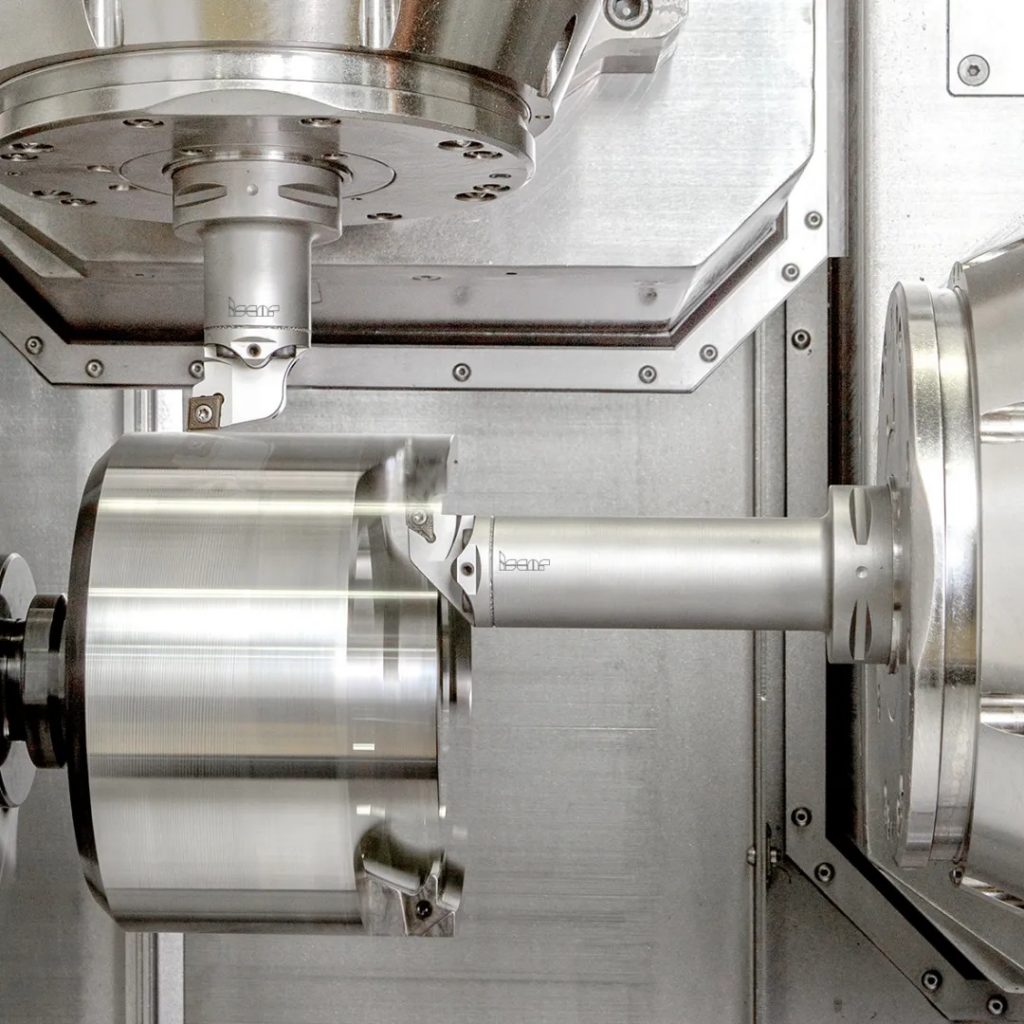
5. 伊斯卡开发出专用于铝轮毂车削的快换装配式刀具。这种刀具包含切削头及刀体两部分,切削头通过燕尾型连接安装于刀体,燕尾型机构确保在刀柄及刀头之间实现完全的面接触,在铝轮毂的车削加工中,具有非常高的夹持力,能抵御恶劣加工条件。刀座接口采用了VDI40柄,VDI50柄或圆柱柄。(图5)

结语
我们可以看到,刀柄在先进设计上远未穷尽所能。尽管现有的刀柄经过不断改进已经达到了很高的性能,以满足当今制造商们的需求,然而明天的智能工厂仍需要更高标准的刀柄。伊斯卡智慧的设计结合前沿的技术,将在刀柄发展中持续起着关键作用。




