


伊斯卡技术经理 Andrei Petrilin
本文重点针对发展趋势之一,即ICE(内燃机)优化及发动机小型化革命。
前言
诸多不断变化的因素,如油价的起伏、日益严苛的环境保护法规和技术往更高效的方向发展,都在持续推进改变全球汽车市场。以上因素还加剧了汽车制造商和OEM制造商之间的竞争,并决定了当今汽车行业的制造趋势。
当今的发动机正变得更轻更小、更经济、更环保,也更精巧、更悄静;较之上一代机组,输出功率和扭矩提高了25-30%。如今,越来越普及的涡轮增压器在 ICE 内燃机优化中起着关键作用。涡轮增压器利用发动机以往未充分利用的废气来推动涡轮旋转,以激活空气压缩机。当推进到发动机的燃烧室时,由此产生的空气/燃油混合物可显著提高发动机的性能,并大大提高其能效。使用涡轮增压器也会带来不利的后果,应用于柴油发动机时产生的热量会使涡轮壳体温度升高至900°C,应用于汽油发动机时涡轮壳体温度甚至高达1100°C。确保这些零部件在如此高温下能够高效工作至关重要,因此涡轮壳体采用奥氏体耐热铸钢制造,具有相对高的蠕变强度、良好的热稳定性和出色的可铸性。
如果涡轮壳体易于加工,这种材料解决方案将是完美的,但许多涡轮增压器制造商在使用标准刀具加工涡轮壳体时都遇到了困难。通常标准硬质合金刀片在报废前仅能加工少许几个此类零件。在许多案例中,这些刀具的损坏可能会导致停机和其它昂贵设备的损坏。作为全球汽车行业的领军供应商,伊斯卡汽车行业部门受邀对解决上述问题给予支持。归根结底有两个主要的问题亟待解决:延长刀具的刃口寿命;设计特制刀具以缩减这些复杂零件的加工时间,因全球有数以百万计的涡轮增压器年产量。
更长的刀具寿命可以最小化停机时间,使加工过程更为高效。因此,伊斯卡的研发部门开发了几款先进的全新硬质合金刀片牌号,这些牌号不仅能以非常高的切削速度运转,而且比其他品牌的牌号耐用得多。伊斯卡将新牌号与创新的切削刃几何形状,以及技术创新的涂层后处理技术完美整合,使得刀具切削刃的使用寿命更长,加工时间大大缩短。MS32是伊斯卡的全新牌号之一,主要用于粗铣和精铣加工。该硬质合金基体在耐磨性和韧性之间取得了良好的平衡,再结合技术前沿的CVD涂层,令得MS32牌号耐磨性更上一个等级。这一先进的新牌号已被证实可应用于干式切削、湿式切削、甚至是微量润滑切削MQL加工环境中。举例说明:伊斯卡直径Ø100mm的面铣刀SOF45 8/16-D100-10-32R,装夹10片标准刀片S845 SNHU 1305…MS32,能以切削速度Vc = 150 m / min和每转进给f = 3 mm/rev轻松完成对余量为6mm的奥氏体耐热铸钢的加工任务,每更新一次切削刃可加工25-30个零件;而竞争对手的每刀片切削刃仅可完成12个零件的加工。(图1)

通过采用单个刀具、组合刀具和多功能刀具,减免一些标准工步,可以进一步缩减加工时间。例如,图1展示的刀具在一次轴向装夹移动中即可执行5种不同的操作:粗镗、倒圆角、精镗、锪孔、倒角。假定采用图示刀具,平均每个工步可缩减5秒的加工时间,则每一加工周期可有效缩减20秒。基于上述原因,因减少换刀操作还带来意外的节省;假设每次换刀大约需要5秒,那么加工周期能再缩减20秒。综上所述,通过使用这些高效刀具,伊斯卡能帮助将该加工周期缩减40秒,有助于直接提升客户的盈利能力。该保守数据尚未考虑其他有利因素,如节能、对刀时间、机器和设备折旧费用等。
气缸体
大约10-15年前,最常用的铸铁缸体基本上被双金属缸体(嵌入铸铁衬套的铝缸体)取代。如今,越来越多的汽车制造商又用热喷涂工艺或CBC缸孔涂装方法取代了双缸工艺,即一种特殊的可直接应用于铝质气缸壁的涂层。有几种不同的热喷涂方法:等离子电弧喷涂PTWA、大气等离子喷涂APS、电弧喷涂TWA等。采纳这些涂层能为发动机及汽车性能带来很多好处,列举其中最重要的两个如下:重量——无需沉重的铸铁衬套,发动机就轻了很多;润滑——受涂层的微观结构影响使得气缸和活塞之间的摩擦更小。
CBC缸孔涂装的一个主要制造问题是硬度相对较高,涂层厚度相对不均匀。因此,通过汽缸珩磨工步来获取最终尺寸将会是一个耗时长且复杂的过程。伊斯卡工程师的目标就是最小化珩磨加工周期。他们首先用高效镗孔工艺取代了几个耗时的粗磨加工。该刀具装备了4-6片伊斯卡PCBN刀片,均可独立调节至精准直径。采用PCBN刀片能以非常高的切削参数进行加工。例如,以Vc = 400 – 700 m /min的切削速度和f = 1 – 1.2 mm/rev的每转进给加工直径100mm的气缸孔。在某些案例中,当排屑有问题,可采用前刀面设计有断屑槽的PCBN刀片。镗孔完成后,切削刃向刀具轴心线方向移动,以避免退刀时划伤气缸表面。(图2)
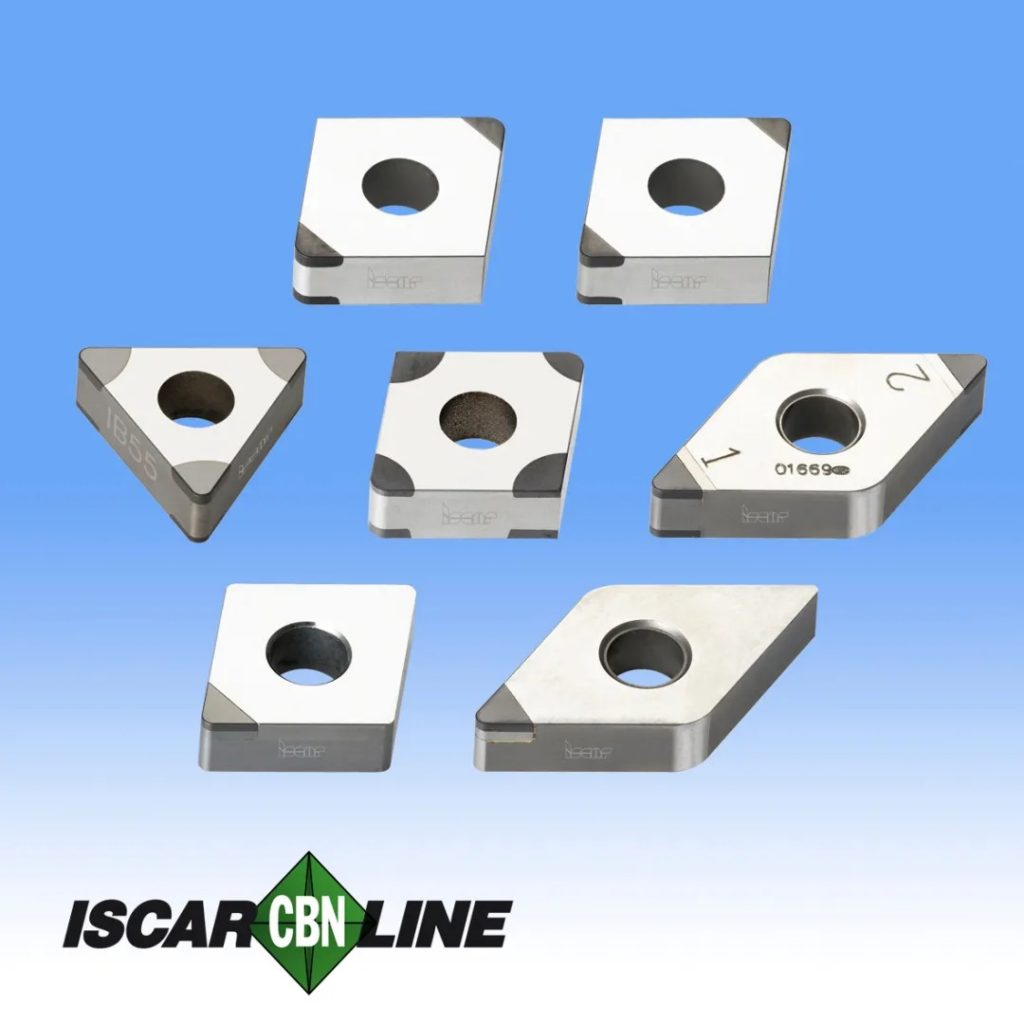
有两种常见的机构(取决于机器):一种是线性驱动拉杆,它只有2种状态(“ON”用于镗孔加工时;“OFF”用于退刀时)。另一种是完全由数字控制驱动的旋转杆,可以实时改变刀具直径;例如,用于圆锥形、圆桶形或其他异形孔的内孔开槽或用于对由磨损刀片加工的内径进行校正或补偿。
这些操作成功的一个关键要素是,选择与被加工材料匹配的PCBN牌号。所挑选的牌号必须在硬度和韧性之间取得与加工相适配的正确平衡。虽然不建议在PCBN刀片的使用过程中施加冷却,但一些汽车制造商仍坚持使用湿式加工工艺。在这种情况下,必须考虑加工环境(乳化液或油性冷却剂、微量润滑冷却MQL、干式加工等)。切削刃的刃口处理(负倒棱、倒圆角、锋利切削刃或钝化切削刃等)取决于被加工材料、切削参数和切削深度。
阀门
气体交换阀,特别是排气阀,总是处于集中热负荷下。如前所述,废气温度高达900℃以上,这对阀门材料是一个很大的挑战,会导致其过度磨损和过早疲劳失效。一些领先的公司已经开发了新的技术来解决上述问题。其中一种解决方案是采用枪钻从阀门顶部钻孔,并用钠填充该钻腔。在发动机运行过程中,钠吸收产生的热量并融化。震动效应迫使这种钠溶液沿阀杆内孔上下移动,将热量从阀头散发到阀杆促使其冷却。这样阀头就可以保持较低的温度,延长使用寿命,降低阀门燃烧、提前点火和爆燃的风险。
伊斯卡的整体硬质合金枪钻加工孔具有优异的表面光洁度,这对于加工空心阀门的应用至关重要。整体硬质合金枪钻加工孔径范围:Ø0.9 -Ø16 mm。加工优势:钻孔精度可达IT7;具有极佳的直线度和同心度;保持孔的高精度及同心度;可轻松实现Ra 0.4 -1.6µm的表面粗糙度;通常无需返工(省却了镗孔工序)。(图3)

在进行这些加工操作时,为了能够轻松地使钠滑入阀杆内孔中,需使得内孔壁尽可能地光滑。对于这种特殊的应用,伊斯卡建议使用整体硬质合金枪钻,驱动柄可以是钢质或硬质合金材质。这些钻头是为常规机床、加工中心、车床和专用枪钻机设计的。伊斯卡提供直径值起始于0.9mm的枪钻,枪钻具有卓越的刚性,需同时提供冷却液并优化冷却流量。与焊接式枪钻相比,采用这些整体硬质合金枪钻无论是进给还是切削速度都能提高100%。
伊斯卡专业提供各式几何形状的枪钻,这些形状针对不同的钻削速率、加工孔精度和表面光洁度而设计的。钻头的形状及其轮廓必须与工件材料相适配。事实上,这正是伊斯卡的专家们在这一特定案例中所做的。然而,甄选出正确的枪钻几何形状只是迈向成功的重要一步。适当的切削刃处理(前刀面抛光和切削刃钝化至恰当的尺寸)可以进一步改善表面光洁度;并有助于提高枪钻的性能,延长枪钻的使用寿命。此外,枪钻刀体也经过抛光处理,变得非常光滑,使得切屑可以轻松从阀杆内排出。伊斯卡最新推出的基于IC08超细晶粒硬质合金基体采用AlTiN(PVD)纳米涂层的枪钻可以实现最佳的空心阀门钻削效果。
凸轮轴
与传统的用铸造或锻造棒料加工的方法相比,用模块组装凸轮轴是一个相对较新的概念,可以使凸轮轴变得更轻(减重可达45%),且成本也低得多。该系统采用热膨胀作为工艺原理,一些OEM制造商将预热的单个凸轮固定在预冷的精密钢管上。其他制造商会将单个凸轮固定在钢管上,然后通过使用热空气压力,在与凸轮接合的地方扩张钢管直径。这两种方法都可以使每个凸轮的凸角精确地按照凸轮轴的几何形状排列。
单个凸轮要么是由金属粉末压制后烧结而成,要么是由淬火钢制成。由于每年需生产的这类凸轮数以百万计,制造商们急于将加工周期缩至最短。而OEM制造商需要保持灵活性,对快速更迭的市场即时做出反应,并尽可能地少花钱,所以他们更愿意投资特制刀具,而不是购置新的机床。
为了缩短加工周期,伊斯卡开发了一个技术创新的概念,即一款能够完成整个凸轮加工的创新刀片。这款不同凡响的刀片可完成端面车削、内孔粗车削、内孔精车削和倒角加工。这把极其耐用的立装夹紧刀片可以在尽可能高的切削参数下轻松应对上述所有4种操作,包括加工凸轮凸角的轮廓,且仅需几秒就能完成整个凸轮加工周期。(具体请咨询伊斯卡工程师)
针对锻造凸轮轴的深孔钻削加工,伊斯卡提出了一种不同的方法,即使用夹持可换硬质合金刀片的深孔钻。这一新想法给OEM制造商们带来诸多好处。与使用传统枪钻相比,采用新型枪钻使这一加工工艺更具经济可行性:一是标准刀片的库存总是充足的;一是刀片带有3个切削刃,无需重新修磨。刀片前刀面带有大正前角压制断屑槽,后刀面带有三个分屑台的锯齿形切削刃,能将切屑切分为多个短小切屑,从而降低加工扭矩,也即能实现更大的进给,并提高了排屑的流畅性。此外,在切削刃的末端,也即是加工孔壁处还设计有短修光刃,用以实现出色的孔加工表面质量。采用伊斯卡的TRIDEEP系列深孔钻(型号为GD- DH…)可获取高达IT10公差等级精度的孔径,钻头直径范围为16-28 mm。标准TOGT刀片带有三个锯齿形切削刃,加工中生成易于排出的窄短切屑,切削轻快。(图4)

强烈推荐将这些经济且高效的刀具应用于凸轮轴的深孔钻削加工,该深孔钻也适用于车床和枪钻专机。GD-DH深孔钻头的钻深比通常设定为10、15和25。伊斯卡也可为客户定制长达2400mm的TRI-DEEP系列钻头。
活塞
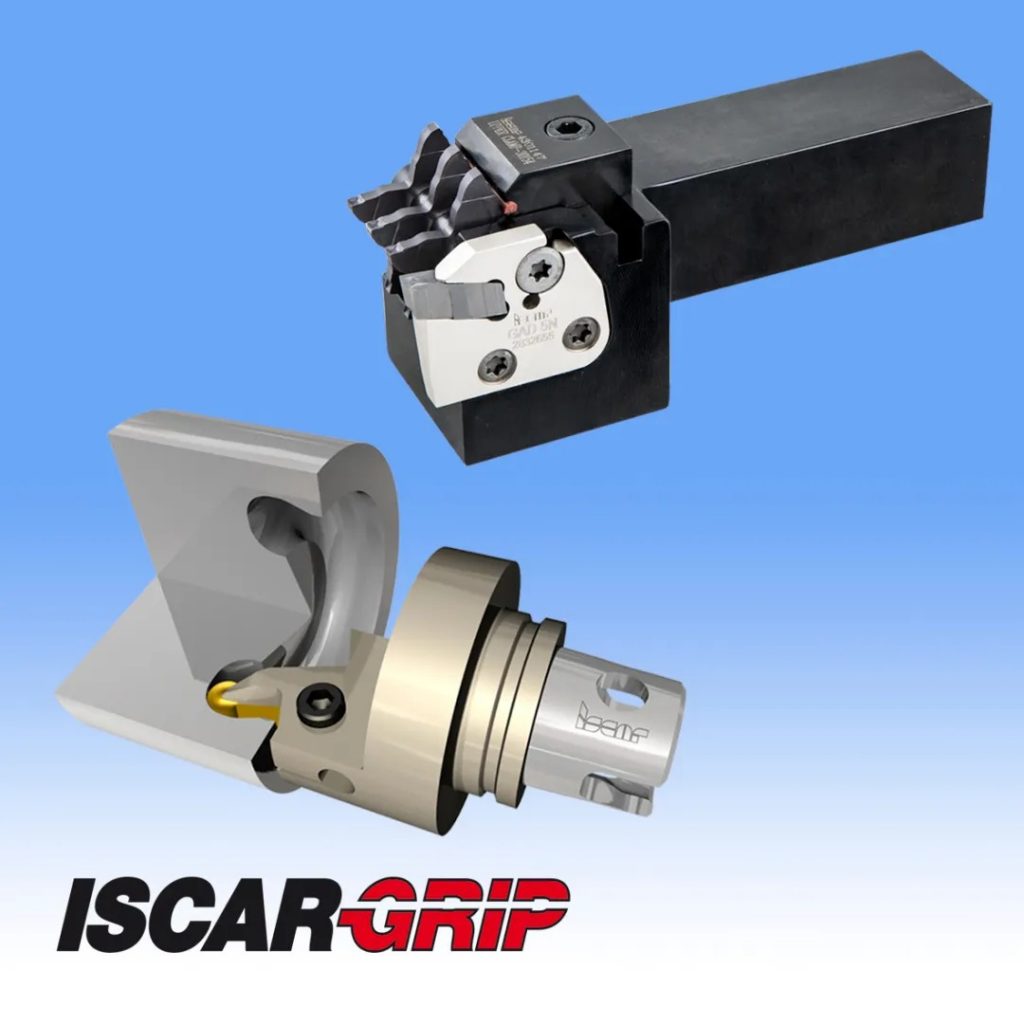
与传统的铝活塞相比,更短和薄壁(有时需采用摩擦焊)的钢质活塞更轻,比铝质活塞承受的负荷更高。丁槽活塞的几何形状变得更加复杂,需要具有创新的工程思路来加工可达性差的加工面。加工刀具如图5。图5上方刀具:一款一次性加工四个活塞环槽的专用刀具;图5下方刀具:采用伊斯卡高精度且易于更换的GRIP刀片的仿形刀具来加工位于活塞顶部的可达性差且形状复杂的燃烧室。(图5)
伊斯卡在加工钢质活塞方面的目标:
1.减少加工所需刀具的数量,以压缩费用高昂的加工周期耗时。由于加工区域可达性差,就需要刀具设计具有高水准的创造力。刀具必须足够窄以顺利切入活塞且不发生干涉、碰撞,同时也必须足够强固以承受高切削力。伊斯卡的GRIP系列产品兼具所需的刚性和通用性。易于操作的刀片夹紧系统没有多余的部件,可以强力夹持刀片,即使改变切削方向也不会从刀具定位槽中脱落。也就是说采用该刀具可用于端面切槽、左手车削、右手车削及轮廓加工,加工过程无震动,并可获取光洁闪亮的表面。
2.此外,为了能有效从复杂的腔体中排出切屑,伊斯卡还为GRIP刀片提供各式分屑槽,以将切屑劈裂为小段快速排出。
3.增延刀片切削刃寿命。刀具寿命短意味着机床停机次数多,也意味着加工效率低。事实上,伊斯卡Jet HP概念的系列刀具已历经实践检验,能使得高压冷却射流直达切削区域,极大地提高了每一切削刃的使用寿命。此外,采纳该加工方式还能改善断屑进程。
结语
汽车制造商推出新平台和新车型的时刻表每年都在收紧,因此OEM制造商不断向第2、3级供应商施压,要求缩短交货期。伊斯卡的大多数汽车项目是由其总部设计的,然而公司的物流协调特别重视客户所诉求的交货时间。虽然伊斯卡的生产工厂遍布世界各地,但在许多案例中,伊斯卡会挑选离客户最近的工厂以便在尽可能短的时间内生产制造交付出非标订制刀具。除了时间和物流因素,该措施还能带来诸多经济优势,如更少的税收、更低的运输成本等等。
对生产环境进行更洁净的限控在今天的市场中扮演着重要的角色。伊斯卡为当今和未来建设一个更美好的世界做出贡献,包括提供有效的硬质合金回收计划、更耐用的刀具、能耗更低的产品以及提供与微量润滑MQL兼容的刀具。伊斯卡经验丰富的技术专家可以为世界各地的客户提供卓越的支持和服务。我们的专业团队护持客户的生产全程,直到项目全面收官并验收。






