VQ是三菱材料的最新系列铣刀,经过进一步扩展,新推出了一种创新的六刃锥形圆桶球头铣刀——VQT6UR 。

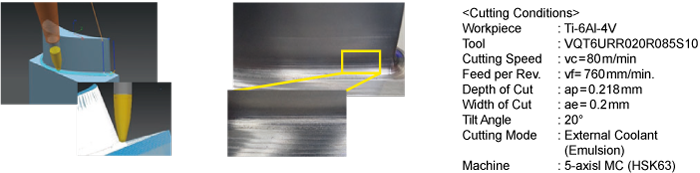
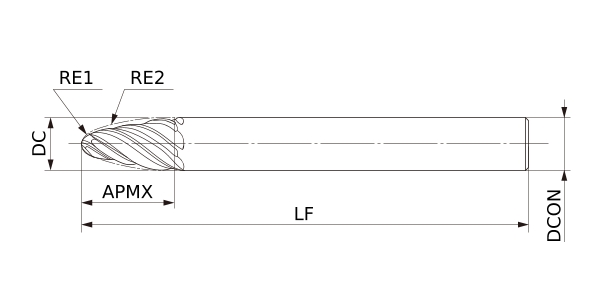
VQT6UR这款最新铣刀是专为钛合金叶轮叶片的高效精加工而设计的,是现代航空发动机行业实现高校加工所需的先进刀具。从外形看,该刀具具有一个球头RE1,和带有大圆弧的测刃RE2(如下图所示),新的无缝双半径设计实现了高校加工,刀尖半径适用于圆角加工,切向半径适合加工叶轮表面。

VQT6UR的特点
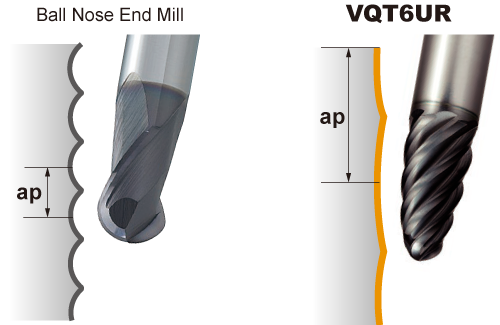
- 与球头铣刀相比,切向半径更大,并产生可控的尖头高度。这种设计允许使用更大的步距进行高效加工。
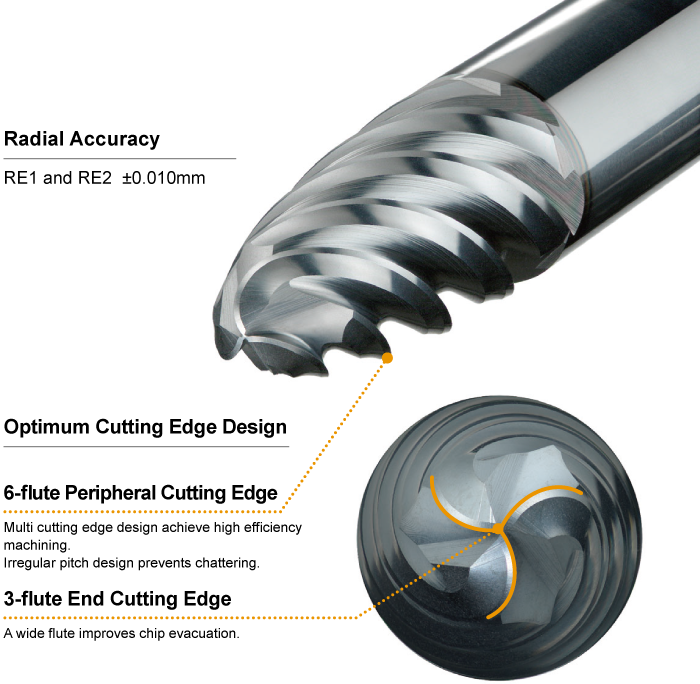
- 在刀具端部,6个排屑槽减少为3个,以扩大端部排屑槽面铣,有助于改善排屑。这种端部几何形状非常适合根形加工。
- 6个外周切削刃的多刃设计实现了高效加工,不规则间距可防止抖动。

这种较大的切向半径允许更大的切深,因此大大减少了刀轨数目。较大的切深也导致表面光洁度的显着改善。此外,六刃槽形也允许更大的进给量并进一步节省加工时间。
与球头铣刀相比,在圆筒铣削过程中与工件接触面积大得多(切削刃接触长度变长),可能导致颤振和振动,但这种担忧被不等距分布的切削刃所抵消。端部(RE1)和圆筒半径(RE2)的径向精度为±0.01mm也是保持成品部件几何精度一致的关键因素。
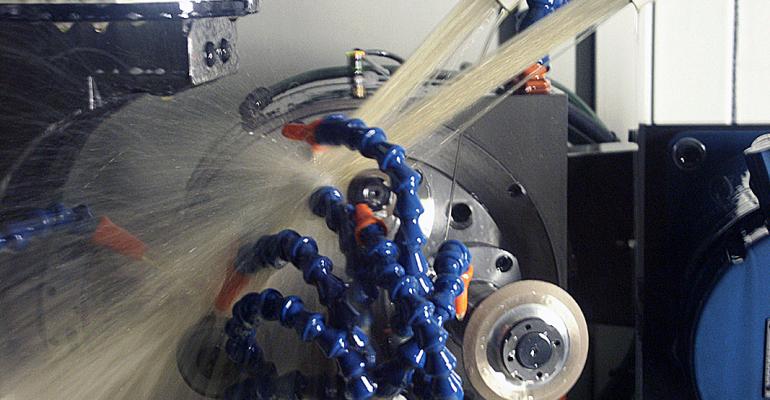
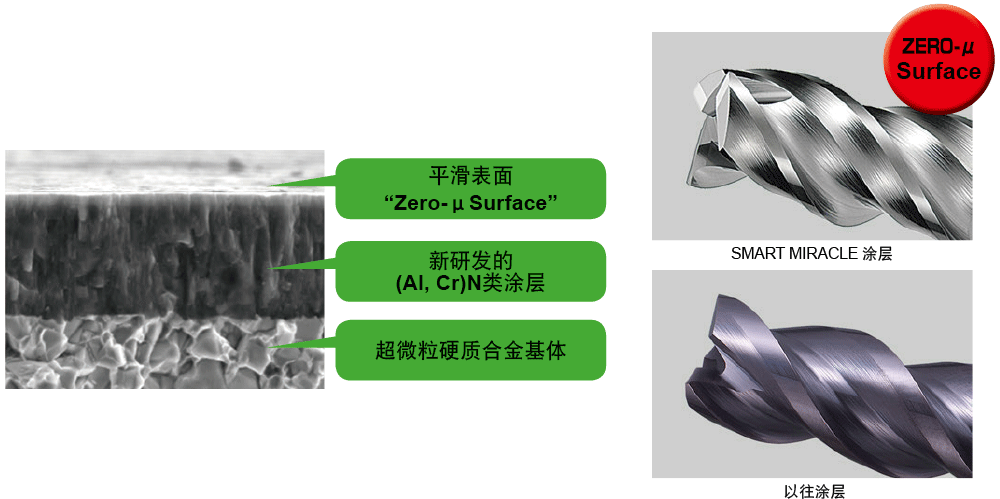
VQ整体硬质合金立铣刀采用创新的(Al,Cr)N组MIRACLE SIGMA涂层进行处理,可显着提高耐磨性。对涂层表面进行了平滑处理,从而获得了更好的机加工表面,降低了切削阻力并增加了切屑排出能力。新涂层的极高的耐热性和抗氧化性以及较低的摩擦系数意味着新一代铣刀可以最大限度地提高性能,并有助于在加工难切削材料时即使在最严苛的切削条件下也能防止刀具磨损。
Smart Miracle立铣刀系列有4种产品可用于加工难切削材料:Ø8,两种Ø10和Ø12。它们的头部半径(RE1)分别为2mm,2mm,3mm和4mm,圆锥桶形部分半径(RE2)分别为75mm,85mm,75mm和100mm。
几个案例:
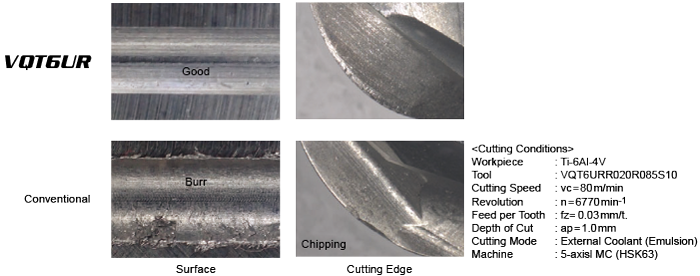
- 钛合金槽铣
提供良好的表面光洁度,切削刃上没有切屑。
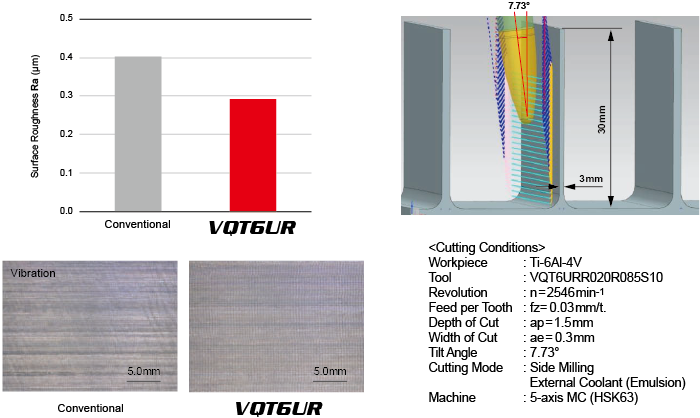
- 钛合金深壁加工
可以在保持加工表面质量的同时实现高效加工。
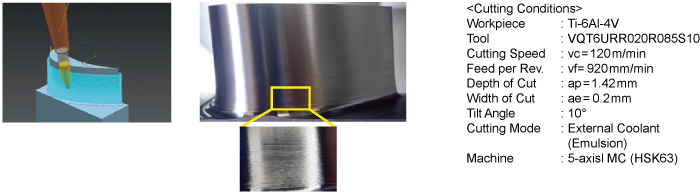
- 叶片表面加工
- 圆角铣削