最佳性能的切削加工始终是 CAM 系统、机床和刀具等多个部件完美配合的结果。这特别适用于”hyperMILL® MAXX Machining”性能包刚好实现了这种完美匹配。这其中的粗加工、精加工和钻孔加工的三个模块含有创新的加工策略,可将机床的加工性能发挥至极致。
粗加工模块是在铣削加工和车削加工中通过螺旋和摆线运动来保护刀具的解决方案。这种工艺相较于传统的粗加工而言速度明显更快。
精加工模块的功能是利用各种桶形铣刀对包括平面、任意恒定曲率面以及圆角进行加工。其精加工过程在同等或更高的表面质量的要求下,相较于球面铣刀加工而言可节省大量时间。
钻孔模块可高效地、以保护铣刀的方式从圆形型腔中去除材料。
铣削和车削的快速粗加工
粗加工模块利用摆线的刀具路径为铣削和车削提供了多种加工策略,以实现安全的 HPC 加工。调整动态进给速率会依照现有的切削条件,在铣削过程中能始终确保以最高的进给速度进行切削。车削加工时可发挥圆形刀片的最佳性能。这两种技术均具有最佳的刀具路径,在最短的加工时间内完成最大的切除率。因此,粗加工模块提供了完美的解决方案,可在车削和铣削加工中实现高效的切削加工。在铣削加工时,不但可以加工柱形结构曲面,还可以加工曲率曲面。
节约 90% 的时间创下了精加工的时间记录
许多行业中的切削加工都在根据要求不断地提高表面质量。
hyperMILL®为此提供高效的精加工策略,可让机床和刀具发挥出最优性能以满足零件表面质量和切削速度的双重要求。平面精加工长期以来为获得高品质表面,要使用球面铣刀来一刀一刀地进行加工,这种耗费长时间进行加工的情况一直被认为是非常成熟的工艺而已然为大众所接受。
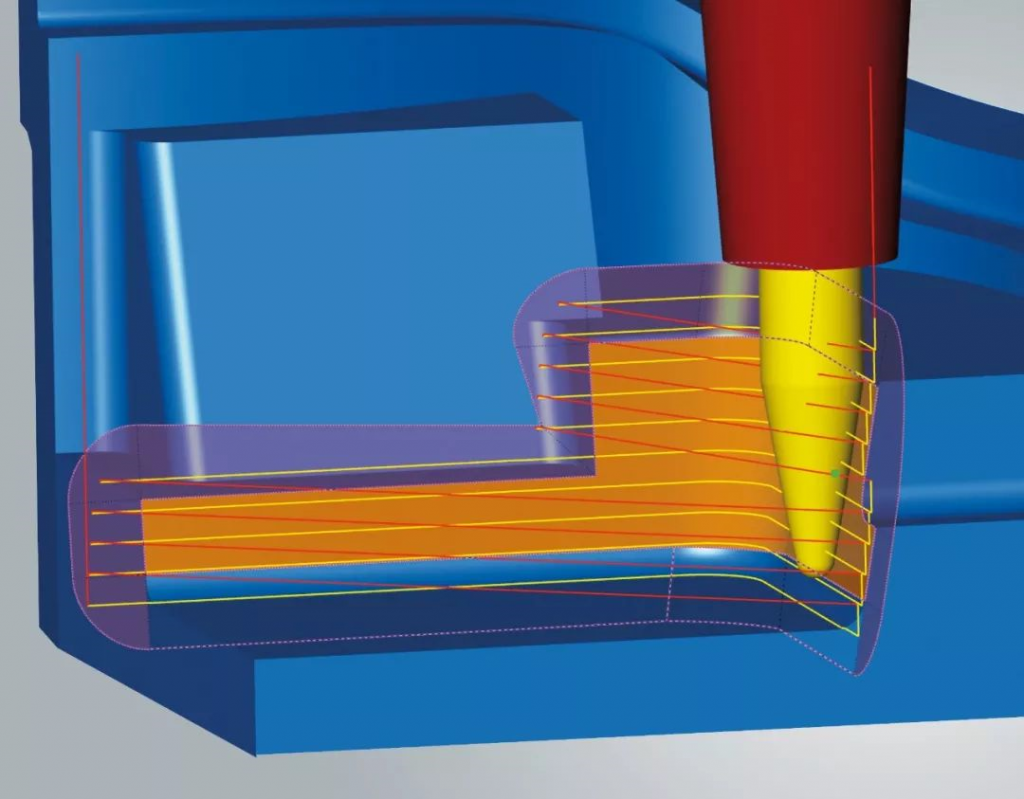
OPEN MIND开发出了整套的新技术,这基于两个要素:创新的 5 轴加工策略用于平面和自由曲面的切向加工以及锥度圆桶刀。一把刀具可同时作为桶形铣刀和球头铣刀使用。精加工刀具的锥度桶形形状可进行修改以达到超大半径,范围可以从从 250 一直到1,500 mm。超大半径的铣刀可具有 6 到 8 mm 的加工间距。一方面在加工时可实现大进给量,另一方面,这种桶形铣刀的球形刀尖可以非常好地加工圆角半径。这样在精加工交接位置,如内角的圆角加工时,不必再更换铣刀。采用创新策略和锥度桶形刀的公司可以节省高达 90% 的时间。
极高的表面质量
在相同时间内,使用球面铣刀一刀一刀地进行传统式加工永远无法获得极高的表面品质。使用hyperMILL® MAXX Machining 可通过对接触情况的周密考虑来实现最佳表面。自动调整刀具位置这一功能呢可以让刀具始终与加工曲面保持最优的倾斜角度。使用锥度桶形刀的5轴多曲面加工功能可以在一个操作中就能同时处理全部多张曲面的加工,。因此,无论是自由曲面还是平面,都可以实现如镜面般平整的光滑表面。即便是难于接近的区域也可以进行可靠高效地加工。
编程操作简单容易
对于使用者而言, hyperMILL® 的编程操作简便且友好。只需要点击拾取加工曲面,便会自动生成铣刀的倾斜角度。当然,整个加工过程会自动进行碰撞检查。使用 hyperMILL® MAXX Machining 性能包创新策略的公司可多方受益:加工时间短、刀具使用寿命长、极高的工艺安全性和最佳的表面品质。
hyperMILL MAXX Machining实现了最高效率
hyperMILL®MAXX Machining 性能包通过三种高效的粗加工、精加工和钻孔加工模块实现了真正的能效跨越。采用这种创新 CAM 策略的生产企业可以在精加工方面节省高达 90%、粗加工方面节省 75% 的时间。
编程操作简单容易