马名峻,北京易通电加工技术研究所所长,大专学历,自动化管理专业毕业,从事电火花相关领域已几十年,其主导研发的“2米超深小孔电火花加工专机及配套工艺”,“钨钼类高熔金属材料超深小孔电火花加工专机及配套工艺”等诸多专利技术在国内外相关领域享有盛誉,也处于技术领先水平;其产品和服务在航空航天及军工领域得到重要应用。
为了应对市场各种新的需求和挑战,马所长谈了国内电火花加工技术发展的趋势和最新成果。
近年来,由于各种新材料、新工艺、新技术的快速发展,特别是国防、航空航天、特殊材料应用领域的要求,对于特种加工技术提出了不同的课题。也由于相关领域技术的快速发展,特别是以移动互联网智能控制技术为标志的现代控制技术的发展进步,对于特种加工技术、特别是电火花加工技术以巨大的推动。譬如航天航空领域大推比航空发动机对于带冠整体涡轮叶盘制造的需要、对于燃烧室高温合金火焰筒隔热屏群孔密集孔加工的需要,静叶片轴向超深小孔加工的需要、涡轮叶片仿生材料表面加工的需要、深海石油设备制造对于超深小孔加工的需要,核工业对于高熔点金属材料深小孔加工的需要,推动了业界对于电加工尤其是电火花相关应用技术的研究与发展。
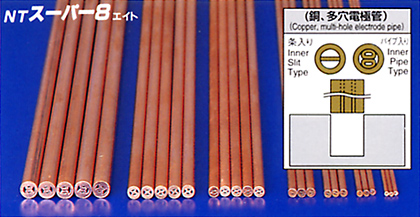
另一方面,由于电火花加工技术在国内的应用和发展,也推动了传统加工技术的改进和工艺调整,如电火花高速往复走丝及单向慢走丝电火花线切割加工技术的普及应用,使一般模具加工、尤其是冲压磨具早已摒弃传统机械加工、钳工手工加工的传统加工工艺,走向以特种加工为住的新工艺路线。还有电火花高速小孔加工机床的大量应用普及,为机械行业深小孔加工提供了一种不可代替的选择。首先,这种机床使用铜管电极,无切削力加工,不产生附加应力,没有折断钻头之虞;大厚度金属材料快速加工,已经超过任何其他加工手段。在大深径比超深小孔加工方面,目前还没有其他代替方法,如易通生产的ET-DX703S系列电火花超深小孔机,能加工直径1~3毫米超深小孔,绝对深度已经达到2000毫米。
在国内电加工技术的发展中,还有这样一个动向,为机械行业的发展提供辅助便携电加工工具设备,在此做一个具体的说明:
机械加工行业中,常常有折断工具的情况发生,譬如常见的折断丝锥、折断螺栓、折断内孔刀具等情况发生;在石油钻井行业还有钻具钻头上的发生的硬质合金工具头折断现象,导致价值很高的钻具钻头报废。为此,适应各种条件下应用的系列手提电火花取折断工具机应运而生,在不损伤原有工具的基础上,利用电火花放电原理,蚀除了折断工具残屑,以解决问题。
传统的电火花成形机床,可以解决模具型腔的成形加工问题,但是在一般机械加工行业,有一些特殊材料譬如硬质合金钛合金的加工问题,如人工缺陷等,既加工量不大,又不方便委外加工,有的是在大工件上加工小型腔,如果投资传统的大型电火花成形机床,需要配备专职操作人员,性价比不合算。对于此类问题,一款便携手提电火花成形机就可以方便地解决这一难题。这种设备对于加工硬质合金、钛合金、高温合金、钨钼等高熔点合金使用效果都非常好。
最近投入市场的一种手提电火花金属表面处理机,也非常契合机械行业的一些特殊需要,这种小型便携设备可以解决不同金属表面的强化、合金强化问题,通过电火花放电高温转移硬质合金等电极材料到金属表面上牢固结合,使金属表面硬化耐磨、耐腐蚀,如传统不锈钢耐腐蚀,但硬度不高,采用放电超声复合加工强化,使其表面硬度达到了70HRC以上,大大提高了其耐磨性;这种设备还可以进行金属表面“砂化”,或者成为“毛化”、亚光面的处理方法,使金属表面增加摩擦力或装饰性,如装饰金属磨具表面的电火花放电砂化甚至橘皮纹的效果了;超声电火花金属表面复合抛光功能,也为模具及金属加工领域的金属抛光问题带来了福音。
目前,类似的产品还有一种便携手提电火花小孔加工机即将投入市场,这是一款以代替传统电火花高速小孔机为目标的便携手提电火花机新产品。这种设备主要对象是为模具行业服务,像便携手提电动工具一样,灵活方便,可以在大型零件、大型模具上进行深度100mm左右的、直径1mm左右的深小孔加工,快速便捷,解决了这些场合的加工难题。