
目前,许多机床制造大型铝合金等轻金属高效高速加工数控机床,如果是用于高温合金等高强度钢,不锈钢制品加工,钛和航空航天等难加工金属材料具有高强度和高硬度达到加工显然是不合适的,虽然它也可以被切割的硬质合金材料,但其切削效率往往是不可接受的。主要原因是:正如前面所提到的硬质合金材料,钛和其他处理需要较大的切削力,或需要高扭矩主轴,高效高速数控机床主轴通常用于铝等轻金属切削扭矩多数小于100nm,一般不超过200nm,没有硬质合金高效加工钛和能力材料切割。如前所述,加工钛合金等硬合金材通常仅允许使用较低切削速度,即仅能使用较低主轴转速,而典型用于铝合金等轻合金材的切削加工的高效高速数控机床主轴转速范围和目前钛合金材加工工艺要求不相适应。因此,对用于钛合金材加工的数控加工机床结构、刚性、动态特性、主轴与坐标驱动、冷却系统、刀具与刀具接口以及控制系统等许多关键数控部件的设计制造都提出了新要求。主要包含如下若干方面基本要求。
由于加工钛合金等难加工材时需要高功率高转矩主轴,因而除要求主轴本身具有高刚性外,还要求机床应比加工铝合金材时具有更高的刚性(包括高静刚性、高动刚性和高热刚性)和更高动态响应性(高定位/重复定位精度、高进给速度和高加速度)。同时要求机床坐标轴驱动具有足够高的驱动力,特别对带旋转坐标轴时,要求旋转轴应能提供足够高的驱动转矩,一般要求不低于1,000Nm,典型为2,000~5,000Nm,对大重型机床甚至需要数千到20,000 Nm。高可靠刀具接口。使用高功率高转矩主轴切削加工,则要求机床主轴刀具接口装置具有足够大的拉紧力和能传递大扭矩的能力。同时,为抑制低频加工振荡,也要求刀具接口装置具有高刚性。因而,钛合金材高效高速数控加工机床一般配置HSK~A100,典型为HSK~A125,甚至使用HSK~A160。
低频加工稳定性。如前所述,高效率加工钛合金或航空高温合金等难加工材整体构件时,仅允许使用较低的切削速度,即较低的主轴转速(可低于100r/min)。因此,取得低频加工稳定性是用于钛合金等硬合金材切削加工之数控机床所必须满足的基本要求之一。众所周知,数控加工机床都存在有一自然频率(也称固有频率,或剪切频率,或共振频率)。典型数控加工机床其自然频率一般为低于350Hz。同时,构成数控机床各部件的自然频率也是不同的。一般认为机床床身自然频率约20 Hz,立柱约95 Hz,主轴约320 Hz。当加工零件时,等效于刀具刀刃在周期性地敲击机床某结构部件,当这种敲击频率接近机床某结构部件自然频率范围时,就可能激发刀具产生颤振,进而可能发生灾难性后果。因此,为避免或抑制产生这种振荡,就需要在机床设计阶段改变机床结构设计,比如加厚床身,使立柱设计得更坚固,增加部件质量并使连接更牢固等等。但对最终用户而言,则通常仅能通过改变切削加工参数来避免这种情况产生。
不同数控机床和主轴装置,其自然频率点的范围也是有差异的。目前,一些机床制造商开发了一种抑制加工刀具振荡的新技术:有源阻尼系统,并已将之应用在钛合金材高效高速数控加工机床上以确保实现低频加工稳定性。有关有源阻尼系统技术后文将有进一步介绍。高压大流量冷却系统尽管应用高速切削加工可实现干切削或可采用MQL技术,使得数控加工机床配置液压冷却润滑系统目前成为一个有争议的技术问题。但是,为了有效提升设备加工生产率,延长设备与刀具使用寿命,改善零件加工质量,绝大多数高速数控机床仍设计配置有完善的液压冷却润滑液系统,特别是用于钛合金等难加工材结构件的HEM-HSM加工的高速数控MC机床,通常设计有高压大流量液压冷却润滑系统。HPHV系统一般包括直接贯通主轴/刀具高压冷却系统,通过多个外部喷嘴喷射的外喷式切削刀具和工件的高压冷却系统,以保持主轴良好运行性能,快速冷却刀具工件和冲排切屑,提高零件加工质量,增加刀具使用寿命。高速数控加工机床液压冷却润滑系统典型为200~800psi(1.38~5.5MPa),25~80L/min。而采用HPHV冷却润滑系统的高效高速数控机床,要求大于720psi(5MPa),常用工业标准为 1,000~2,000psi(7~14MPa),当压力为1,000psi时,一般要求流量不低于30L/min(8glm)。
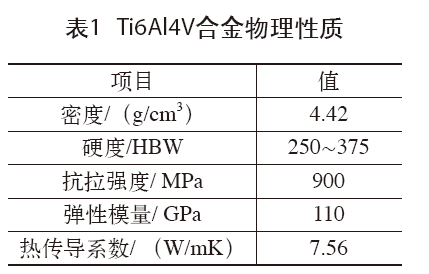
使用较低切削速度,就意味着加工钛合金材构件需要较长的加工周期。通常对钛合金Ti-6AL-4V零件加工时间典型为普通钢零件的2~4倍,是典型铝合金材的10~12倍,而加工Ti-5Al-5Mo-5V-3Cr 和Ti-10V-2Fe-3Al 新型钛合金材零件一般又比加工Ti-6-4钛合金材要长一倍时间。这就导致钛合金材整体结构件切削加工生产率低,加工成本较高。因此,为提高钛合金材零件切削加工生产率,降低加工成本,适应批量定制生产,许多数控机床制造商将托盘化加工,或多主轴加工,或多工作台(区)加工,或铣车复合加工,或轻硬合金材复合加工等制造工艺技术融合集成在钛合金材高效高速数控加工机床上,以提高加工生产率,降低加工成本。