插铣利用刀具端部而不是周边进行切削,切削力方向从主要为径向变为轴向,因此是有利的。通常,在因振动而无法进行侧铣时,插铣是一种替代方法。
例如:
- 当刀具悬伸大于4×DC时
- 当稳定性差时
- 进行拐角半精加工时
- 加工难切削材料 (例如钛合金) 时
当机床功率或扭矩有限时,它也可能是一种替代选择。
注意:在良好工况下,由于金属去除率较低,插铣并非首选。
刀具选择
铣刀的选择主要由直径决定。
插钻
在DC不超过约35 mm时,使用钻削刀具进行插铣可能更有效。
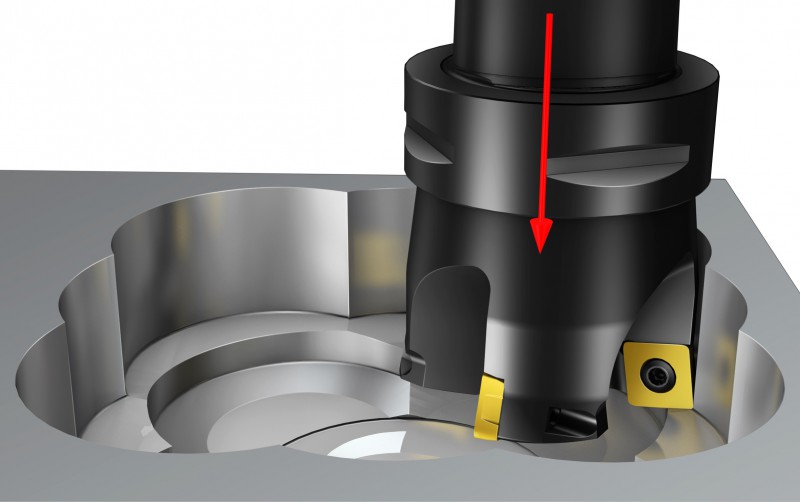
如何应用插铣工序
切削过程
插铣工序与传统铣削有很大的不同。它利用刀具端部而不是周边进行切削,从而有利地将切削力方向从主要为径向变为轴向。可将其比作断续镗削的过程。
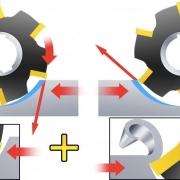
功耗和噪音低。
轴向切削力。
主要是径向力。

——————————————————————————————

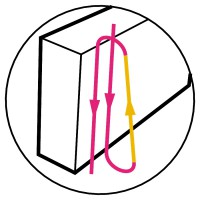
紫红色 为工作台进给编程
黄色 为快速横向移动
避免回程时出现二次切削。逐渐减少进刀深度。
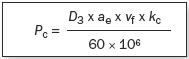
计算功耗。
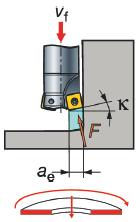
插铣中的进给
| 插铣中的进给 | ||
| 刀片尺寸 | 悬伸 < 3×DC | 悬伸 > 3×DC |
| 9 | fz = 0.15 (0.10-0.20) | fz = 0.10 (0.08-0.15) |
| 14 | fz = 0.20 (0.10-0.25) | fz = 0.15 (0.10-0.20) |
过尺寸铣刀L ≤ 3×DC
| iC | 最大ae |
| 9 | 8 |
| 14 | 13 |
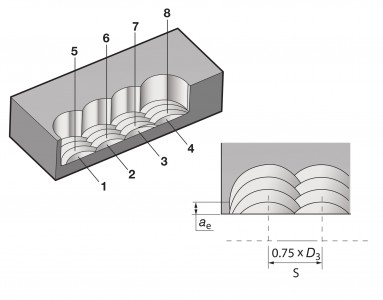
s = 75%×DC超大尺寸铣刀L ≥ 3×DC
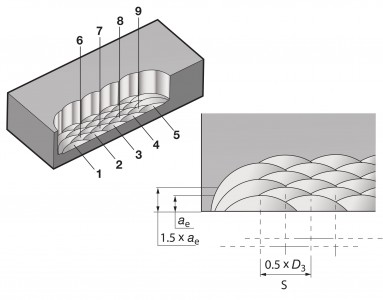
| iC | 最大ae |
| 9 | 7 |
| 14 | 12 |
s = 50%×DC
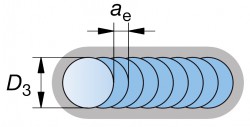
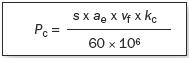
ae = 刀片的尺寸
步距s = X%×DC
* S取决于刀具悬伸
插铣技巧
- 卧式机床有助于排屑
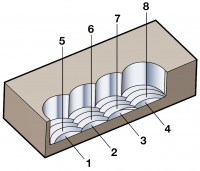
- 从底部开始逐渐向上铣削
- 使用切削液或压缩空气帮助排屑
- 与传统方法相比,插铣所需的每齿进给量更低
- 确保不只一个齿参与切削
- 使用超密齿铣刀
- 使用最大ae – 取决于刀片尺寸
- 横向移动时,使用s = 0.75×DC
- 逐渐减少进刀深度,以最大限度地减少振动
- 使用“挂钩程序”防止回程时出现二次切削。在切削结束时离开壁1 mm
- 注意:不建议使用钻削循环,因为二次切削会在退刀过程中产生振动
- 务必设法为后续精加工工序留出恒定的余量
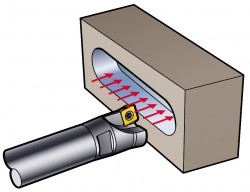
Slots
- 插铣是一种有效的深槽和封闭槽加工技术
- 排屑变得至关重要。在此过程中,水平装夹以及使用切削液或压缩空气将会有帮助
- 加工深窄槽时,建议使用钻削,因其能够实现最佳排屑效果和最大步距
型腔/凹窝
- 正如加工封闭槽时一样,排屑至关重要
- 使用水平装夹和切削液或压缩空气
- 可通过钻削尽可能大的起始孔来进一步改善排屑。推荐尺寸为1.5×DC
- 在前两个插铣步骤中降低进给
- 横向移动并尽量避免满槽铣
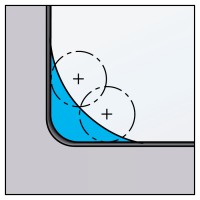
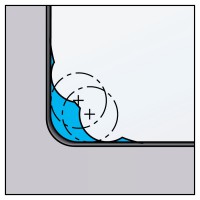
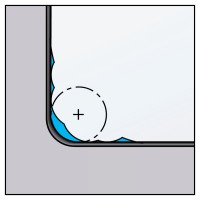
拐角
在90°深拐角粗加工工序后对剩余部分进行插铣 (残料铣削) 可能比较有利。
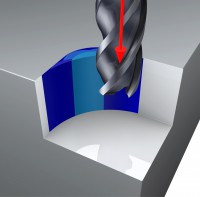
DC = 12.7 mm
起始半径 = 16 mm
末端半径 = 6 mm
拐角加工