实现自动测量和评估涡轮发动机组件上的半径,倒角和边缘断裂等关键参数是MTU航空发动机公司现代质量保证中的许多标准之一。
目前,来自Bruker Alicona的三套Cobot工业协作机器人系统正在用于边缘断裂测量。 最重要的是,光学测量解决方案在缺陷测量中取代了劳动密集型复制技术和接触型测量方法。

MTU航空发动机公司检查计划员 Michael Duffek共同负责涡轮发动机零部件的质量保证。
使用光学测量技术,我们的工作速度更快,更精确并且可流程化。使用Bruker Alicona测量系统我们还可以在CNC加工流程中进行全自动测量。
„如果零件上有毛刺,这可能成为发整个发动机的安全隐患。”检查计划员 Michael Duffek如是说。他共同负责MTU航空发动机公司涡轮发动机组件的质量保证。对于世界知名的航空发动机制造商来说,能够实现自动化测量和评估发动机零件的边缘,半径和倒角参数是非常重要的,这些解决方案属于现代最先进的测量技术的重要组成部分。对高度专业化的部件(例如涡轮叶片,涡轮盘或叶盘(叶片集成盘)进行测量涉及数量繁多的计量挑战,例如,拥有复杂的几何结构的零件(带有陡峭的侧面)以及拥有各不相同的反射特性。基于不同的制造工艺,零件会产生不同的表面反射,要测量的表面要么是亚光特性,因为经过镀膜,或通过抛光处理而具有高反射性。一个真正合适的测量系统,意味着它不仅必须提供所需的自动化选项,包括符合标准的评估,还必须能够以高的分辨率和可重复性来测量某些零件,具有严格公差并拥有反射面,或者无光泽的,复杂而难以接近的几何形状。对于计量技术的进一步要求是集成到生产流程中,包括集成到现有IT环境中。 Michael Duffek补充说:“整个过程必须快速而直接。” MTU使用的标准清单是不断评估其测量设备供应商的基础。目前,在MTU全球分公司一共有15台Bruker Alicona测量系统投入使用,其中11台位于德国慕尼黑德总部的测试中心。该中心也是涡轮发动机组件自动测量的地方,在这里投入了整合布鲁克Alicona Cobot测量设备的生产线。

高精度三维光学测量传感器和协作机器人的全新组合
Cobots由六轴协作机器人和三维光学测量传感器组成,可实现大体积零件微观表面几何结构全自动检验和测量。在航空航天工业中,测量去毛刺边缘,也即所谓的边缘断裂测量,是涡轮盘和涡轮机壳体中最常见的应用。Bruker Alicona Cobot协作机器人从2017年投入市场以来到现在为止客户确认,他们没有找到或者听说任何可与之相比较的配备。“三年前当Cobot工业协作机器人系统刚刚出现在市场上的时候已经能为我们提供独一无二的测量功能,相比较而言,其他制造商对于此类功能的开发还处于研发阶段。”Duffek先生回忆说。如今他已经是Cobot工业协作机器人专家,在他的领导下,有三台Cobot工业协作机器人系统在MTU墨尼黑总部投入使用。

以单位微米范围内的公差测量边缘断裂
传统的制造工艺诸如车削,铣削和磨削之类的会导致毛刺形成和多余的锋利边缘。 这些就是结构薄弱点,可能会造成材料破损或破裂。这最终可能导致发动机安全运行的潜在危险,这就是为什么行业对边缘处理及其测试和认证提出了很高要求的原因。
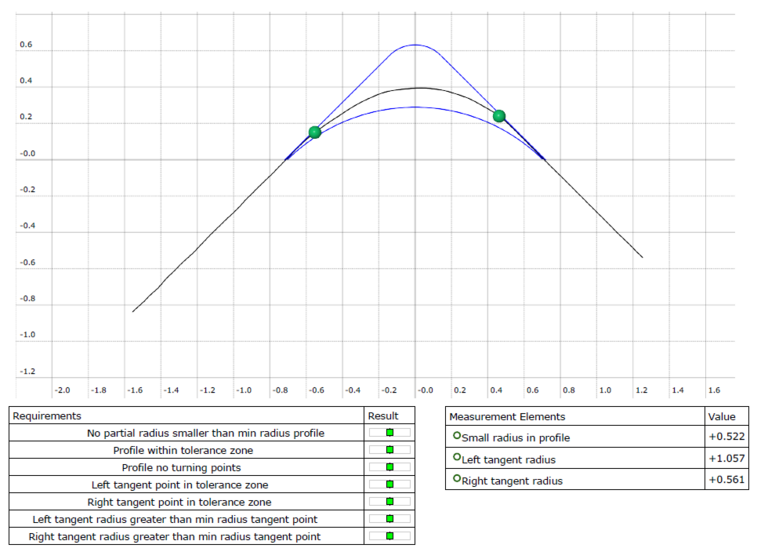
与所有Bruker Alicona测量系统一样,Cobots也基于变焦技术,因此在许多方面都适用于此应用。 光学技术可以测量到具有陡峭侧面的高反射率或哑光表面的数据,甚至可以高分辨率捕捉公差在单位数微米范围内的几何形状。 这意味着即使最小的形状偏差也可以实现可追溯的测量。 对测量结果的评估是全自动,并根据常见的行业标准进行,例如 ASME。
此外,Cobots适用于高分辨率和过程稳定的测量,而且系统设计易于操作,同时也适合多个操作员使用。MTU用户确认,通过测试程序编程,可很容易进行处理,测量和评估测量任务。MTU总结了这种情况:“使用操纵杆进行测量程序的输入非常直观”。于此同时,还可以使用CADCAM连接直接在零件的CAD数据中定义测量流程。
长度,测量缺陷处的长度,宽度,深度和体积
Cobot的另一个应用领域是缺陷测量。 在普通加工流程中,缺口处的最大深度决定了此零件是否可以被重新使用,或需要修理还是作为废品处置。 复制技术,轮廓投影仪和接触式测量(例如轮廓测量系统)这些是缺陷测量的常规手动方法,这些不仅需要投入大量劳动力,并且不能自动化。 Duffek说:“最先进的技术对我们而言非常重要。” 他继续说:“使用光学测量技术,我们更快,更准确,并且最重要的是可流程化。借助Bruker Alicona,我们还可以在CNC流程中自动进行测量,”他继续说道。MTU Aero Engines高度重视可重复,可追溯,自动和快速的缺陷测量。 因此,Bruker Alicona测量设备也用于此目的。缺陷测量在MTU公司包括对参数的评估,例如凹痕的长度,宽度和深度,划痕,裂缝等。

自动测量一百多个输入的测量位置
现在航空航天领域越来越多的Cobot用户在使用直接连接CADCAM软件,导入零件的CAD数据,直接定义测量流程,从而对各种零件(例如涡轮机壳体)上的数百个测量位置实现自动测量和评估。 和使用常规测量方法,例如使用复制技术比较起来,这节省了许多倍的时间。 据MTU说 “这将使检查成本降低25%-50%!”