肯纳金属在高速加工领域经验丰富,在叶片加工方面,与欧洲德国有长期的合作,无论是叶片的材料,加工工艺,还是刀具应用,肯纳金属有着强大的技术支持。
10月24日, 肯纳金属再次作客金属加工的金粉讲堂,肯纳资深能源行业大客户经理赵晓强和大家分享了肯纳金属在汽轮机叶轮、叶片加工的技术及刀具应用和成功案例。在此,和大家一起回顾讲堂上的内容,之前提出的很多专业问题。都一一解答,供各位参考。
小春
2017-10-24 20:26
航空叶轮及叶片的加工的方法如果选择?
推荐通用的加工方法见“讲座”视频,但刀具的选择需要根据零件和加工系统具体确定。
福建省泉州市网友3900
2017-10-24 20:26
请问肯纳只做硬质合金刀具吗?CBN刀具有做吗?
肯纳除了硬质合金刀具外还有陶瓷刀具和CBN刀具。
狩猎者
2017-10-24 20:27
肯钠刀具在高速加工方面怎么样?
肯纳有对应的高速铣刀,特别是整合Stellram后,在航空铝合金加工中有其专利的高速加工产品。
翊航
2017-10-24 20:27
镍基合金什么刀具合适?
推荐使用高效加工的陶瓷刀具粗、半精加工,硬质合金刀具精加工。
Mr.hu
2017-10-24 20:28
避免顺铣?
逆铣产生的铁削由厚到薄,有利于切削刃尽快散热,延长刀尖寿命。
五月他爹
2017-10-24 20:28
正常加工下怎么判断监控刀具的寿命?
一般情况需要根据经验判断刀具的磨损程度。但是通常如果采用刀具管理主要设置每刃切削时间或加工零件数,最准确的是设定Vb值给机床,但机床必须具有自动检测Vb值功能。
齐乐
2017-10-24 20:28
有钛合金加工的刀具吗?以及刀具的介绍。
肯纳有专业加工钛合金的各种刀具,具体可参考肯那样本或咨询当地肯纳销售团队。
我爱我儿子
2017-10-24 20:29
老师能说一下切削参数吗?
切削参数需要根据具体零件、机床刀具结构、材质具体确定。可参考肯纳样本选择或咨询肯纳当地销售团队。
刘建军
2017-10-24 20:29
和DMG或者米克朗有啥优势?
肯纳刀具能满足以上CNC机床加工任何材料的高效加工。
狩猎者
2017-10-24 20:29
加工碳纤维材料肯钠有什么方案?
肯纳有加工CFRP的各种刀具可供客户选择。
翊航
2017-10-24 20:29
镍基合金的加工轨迹怎么选?
通常没有特殊的要求,但需要根据零件结构、夹具等合理选择。肯纳工程部门有专业的团队能够支持客户,给出适合的最佳加工路径。
卫浴空间
2017-10-24 20:29
高温合金加工对于产品冷却和应力怎么解决?
加工后的零件不会有高的温度,关于应力祛除通常的办法就是分多次加工,使得加工应力逐渐减小。另外,也可以在粗加工后可进行专业的祛应力处理。
梦想开始的地方
2017-10-24 20:30
铣槽太深怎么破,有啥好方法没?
强烈推荐采用肯纳的摆线铣刀。肯纳有专业的编程软件支持商给予客户程序配合,具体联系肯纳当地销售团队。
☆不见不散☆
2017-10-24 20:30
陶瓷刀具线速度可以达多少范围?
Vc 400 – 1000m/min
哎呦
2017-10-24 20:31
赵工,加工2878叶片精铣,含镍量45.固溶处理。锥度球头铣刀,推荐什么涂层?参数?
推荐PCD涂层,较低的Vc、Ae和 Ap。加工参数参考肯纳样本推荐。
Wednesday
2017-10-24 20:31
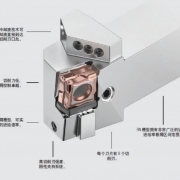
模块化刀具是那种可换的吗?
是的。一般采用螺纹连接,但肯纳的Dou-Lock 连接方式是一种特殊的专利结构设计,刚性好、连接牢靠,需要专业的专用扳手。
小春
2017-10-24 20:31
刀具悬伸过长引起振刀如何克服?
推荐采用高比重刀杆或专业的抗震刀杆。适当的减小Ae、Ap和Fz也是一种方法。
努力活着
2017-10-24 20:32
内冷好还是外冷好?
一般内冷却好。因为冷却液可直达切削刃。
福建省泉州市网友3900
2017-10-24 20:32
赵老师对涂层CBN刀具加工镍基高温合金的可行性怎么看?
特殊情况下可以用于精加工。
楠·华匠
2017-10-24 20:33
柳叶刀能坚持加工多长时间?
刀具寿命需要根据具体加工情况,包括零件结构、工装、机床等。没有统一的一个寿命。
小春
2017-10-24 20:33
肯纳的刀具在开粗时铣削的切削参数足多少合适?
不同的加工应用,粗加工有不同的切削参数推荐,请查阅肯纳样本或咨询当地销售团队。
张杰
2017-10-24 20:33
刀具的耐用度有多少?
不能一概而论,要根据实际加工条件确定。
橄榄~枝
2017-10-24 20:34
老师,我这有一款断续车削的不锈钢难加工材料,能推荐一款车刀刀片吗?
断续不锈钢切削肯纳推荐车刀片 – 4E 或-5E 槽型,NL400材质或NL920
☆不见不散☆
2017-10-24 20:34
锥度铣刀加工参数有推荐吗?
请参照肯纳样本或咨询当地工程师。
齐乐
2017-10-24 20:34
陶瓷刀具的主要成分是什么陶瓷?
一般是氧化锆和某种金属粉末加表的添加剂的烧结物。
哎呦
2017-10-24 20:34
轴功率需要多少?
功率根据你选用的加工参数有关,没有特殊要求。系统刚性稳定最好。
崔涛
2017-10-24 20:36
肯纳有没有适合铝合金和铜合金的槽刀片?
肯纳有加工各种有色金属的刀具供客户选用,看看肯纳样本或咨询肯纳党的销售团队。
小春
2017-10-24 20:36
钛合金叶片怎么加工?
钛合金叶片同样非常难于加工,由于它的材料特性后刀面易于磨损,需要刀具锋利且后角不能太小。肯纳有对应的刀具槽型和材质
努力活着
2017-10-24 20:38
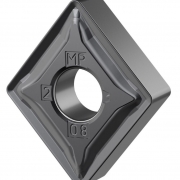
粗开用圆头刀好还是尖角刀好?
叶片粗加工,R型刀片最经济,但当毛坯余量不均匀是推荐A型带圆角的刀片,一般推荐r2.0-3.2
梦想照进现实
2017-10-24 20:39
支撑怎么理解?
大尺寸叶片加工的中间支撑类似于长轴车削时的“中心架”,但必须机床有这样的功能和附件。
小春
2017-10-24 20:39
精切肘铣削抗力大了叶片易变形如何控制?
采用较小的直径、较少的齿数、较小的刀尖圆角和适当的切削参数。
努力活着
2017-10-24 20:39
分段加工吗?
大叶片需要分段加工。
努力活着
2017-10-24 20:39
会有接刀吗?
会有。但一般叶片气道型面加工后需要进行抛光处理,可以消除。参数不同接刀痕大小不同。
梦想照进现实
2017-10-24 20:40
是产品上预留出来的工艺支撑吗?
叶片中间与加工出来的支持面(机床必须有特殊的附件)
小春
2017-10-24 20:41
中间工序没有热处理去应力时效吗?
根据叶片精度等要求,必要时需要粗加工后进行祛应力处理或自然时效。
狩猎者
2017-10-24 20:41
咱们肯钠装刀片铣刀过中心吗?
肯纳有过中心的机夹铣刀供客户选用,参考肯纳样本或咨询肯纳当地销售团队。
努力活着
2017-10-24 20:41
我们一般用球头铣刀,锥度铣刀有什么优势吗?
由于叶轮、叶片气道结构限制如果球头铣刀加工过程中刀杆部分产生干涉时,必须选用锥度球头铣刀,它的球头上部具有锥度,可避免干涉。
哎呦
2017-10-24 20:41
大型铝合金叶片如何最大程度避免加工变形?
没有遇见过。我先还需要正确的控制加工过程的切削力最为重要。锋利的刀具(HHS)、非涂层,分多次加工吧。
持戒天下
2017-10-24 20:44
叶片两端是如何固定的?
一般为夹叶根顶叶冠(中心孔)。机床有单驱和双驱之分。
孟繁星
2017-10-24 20:45
叶片加工装卡需要注意什么?
工装夹具需要高精度,不要是需要“找正”。夹紧叶根再夹持叶冠,往复几次最好。
翊航
2017-10-24 20:46
不用冷却, 变形大不?
不锈钢叶片粗、半精加工不推荐使用冷却液,精加工需要。建议采用风冷。
小春
2017-10-24 20:46
粗铣和精铣的余量如何分配?
系统刚性不同有不同的选择加工余量,叶片尺寸大小也会受到影响。根据实际确定。
努力活着
2017-10-24 20:47
不等距铣刀会有优势吗?
不等齿距可减少加工过程的共振,延长刀具寿命和提高效率。
齐乐
2017-10-24 20:48
使用机夹的圆角刀不是很容易造成个刀片高低不一样吗?
不会的。目前机夹刀具刀片定位精度很好,除非您的叶片型面精度要求很高
☆不见不散☆
2017-10-24 20:48
3-5mm 分几刀还是一刀?
讲座中的案例是一刀完成Ap3-5mm,采用的A型刀片,有侧刃。
Lu·Joy
2017-10-24 20:48
这么高的速度不用冷却吗?
陶瓷刀具加工你基合金使用空气冷却,不锈钢也使用空气冷却粗加工。精加工需要冷却液。
小春
2017-10-24 20:50
开粗刀具寿命!
不可能有一个统一的刀具寿命,具体情况分别对待。
哎呦
2017-10-24 20:50
赵老师,陶瓷刀具铣削因科镍合金,对机床轴功率需求大吗?
跟您选择的加工参数有关,大功率机床可选用较大参数。
齐乐
2017-10-24 20:50
加工铝基合金一般刀具寿命是多少?磨损带多宽的时候需要更换刀片?
寿命不可预测,Vb小于0.1-0.2mm,粗、精加工有异。
孟繁星
2017-10-24 20:51
陶瓷刀具主轴转速是不是要高?
是的。需要高的Vc
齐乐
2017-10-24 20:51
是否进入急剧磨损阶段很快坏掉?
是的。初期-快-稳定-最后急剧磨损-报废
张杰
2017-10-24 20:51
圆角这么小,会磨损快么?
刀尖圆角是根据加工需要合理选择。一般刀尖角越小磨损越快。
蓝天
2017-10-24 20:52
陶瓷刀没用过,寿命咋样?
寿命较短,但效率很高
橄榄~枝
2017-10-24 20:52
开粗是不是有圆角比较好?
粗加工大圆角较好,如果刚性不好需要选适当的圆角。
齐乐
2017-10-24 20:53
整体陶瓷的刀具适合于加工淬硬钢件儿吗?
可以。
FOT。
2017-10-24 20:54
陶瓷的在什么加工中应用最好
粗、半精加工

有限公司(简称肯纳金属)签署增资扩能项目投资合作协议-1024x686.jpg)